
5-May-2022 Bill chargees around the lower loop at the Mid-South Live Steamers track in Columbia TN. It's been four years since it's last steam up and she ran…

Engineers view of the Crab charging up a hill.

Ten years later after first steam up, the Crab is still a fun little engine to run around the track!

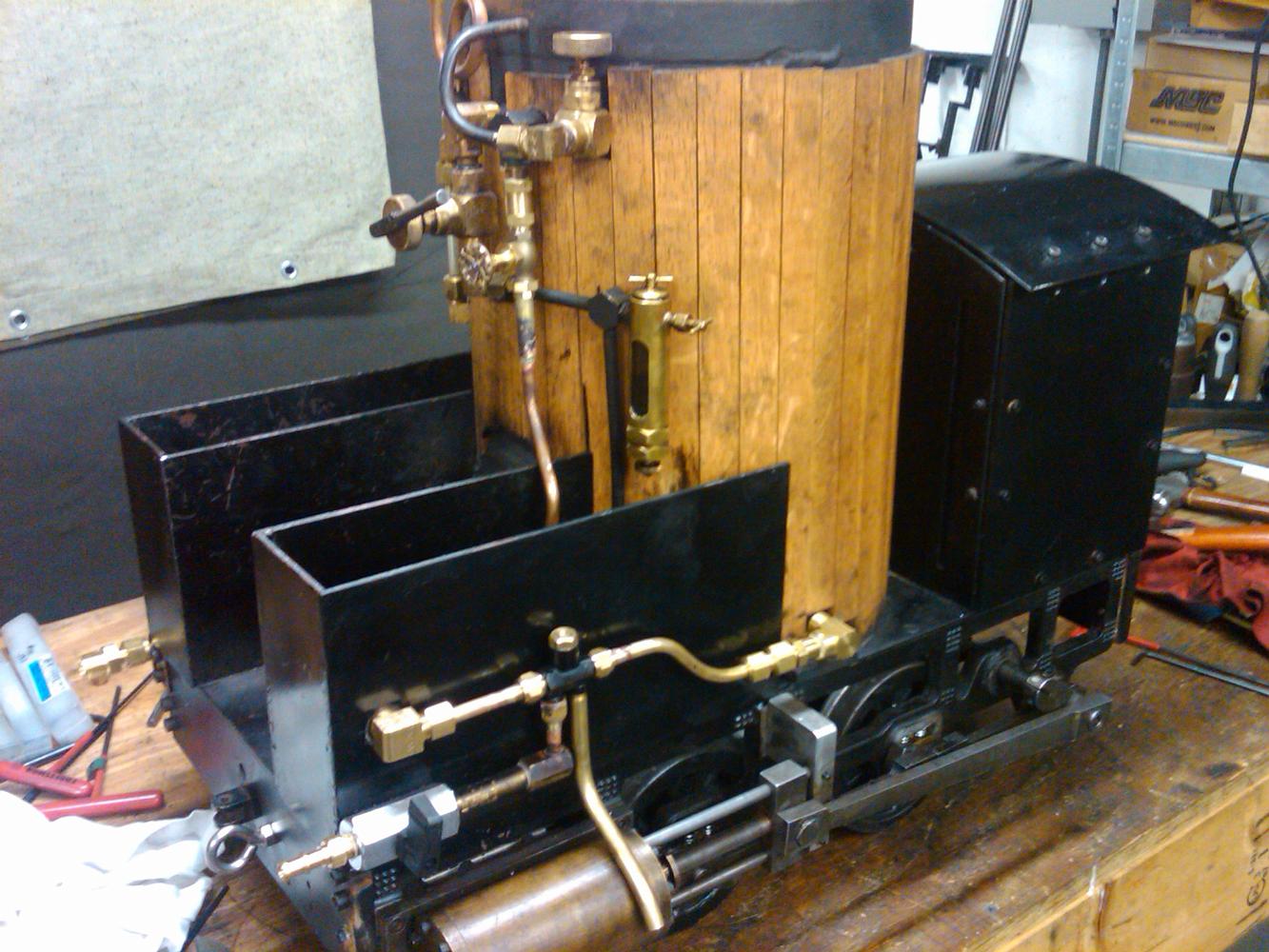
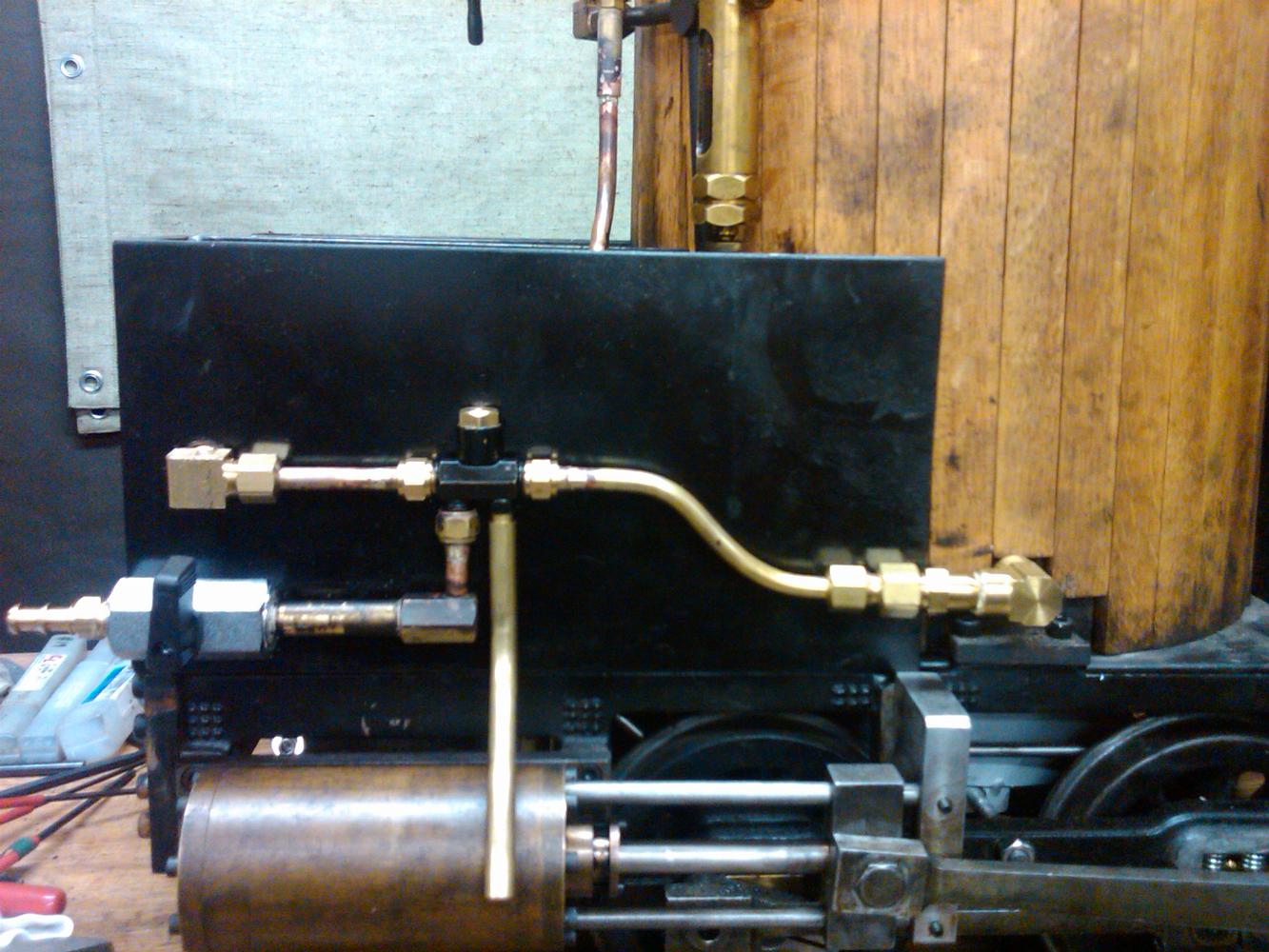
2018-May-20 Notice the shiney copper pipes on both sides of the boiler? After 10 years of service, the steel exhaust pipes, which run through the waterspace of…

Mid-South Live Steamers, May 1, 2009 Spring Meet. Here is Bill rounding the curve with the crab. The wood jacketing was installed earlier that week.

28-November-2008 -- I present to the world the first locomotive out of the Neidrauer shops on its first ever steam up. Big Smile for the very successful run…

Photograph (C)2009 F Axtell Kramer Builder Denis and Dad behind the still new Crab locomotive on 11-April-2009, the first steam up of the year for the St. Louis…

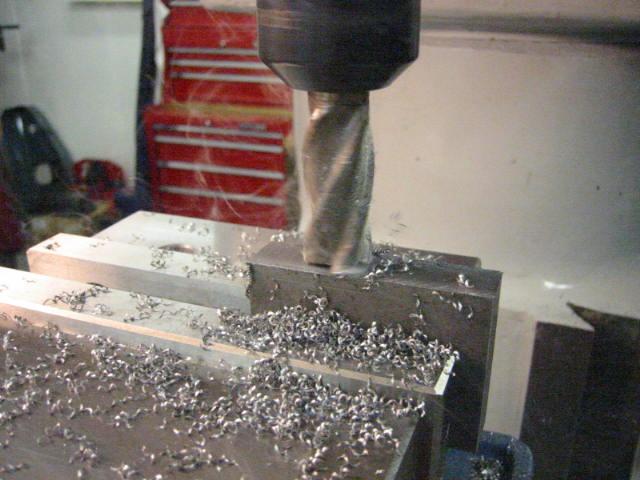
17-Nov-02 Milling a keyway slot in the spur shaft. With the table cranked all the way over to the other end, I machine this slot with an endmill bit, insuring…

17-Nov-02 Milling a keyway slot in the spur shaft. The shaft is 12.50 inches long, and the table is cranked all the way over to get to the end. I'm using a…
17-Nov-02 I discovered the spur shaft provided by the locomotive company was off-spec. Way off. One-half inch short and when the tolerances are in the thousanth…

With the wider deck, I can have a bigger coal bunker area. 2-Nov-02

More ideas on how to model the crab. Here I have widened the deck so it hangs over the wheels, added a small square water tank and 'railing' (the red wire).…

15-Aug-04 The cut, trimmed and radiused deck plating ready for bolting onto the frame. I decided not to overhang the deck over the cranks.

15-Aug-04 Cutting the boiler profile in the deck. Since I do not have tiny bandsaw blade that can swing a 4.5" radius, the next best thing is to drill a series…

28-Nov-04 Nice shiny brass stuffing boxes for the valves. It was 3-day holiday weekend and the big mill was tied up, so I looked around for a lathe project. All…

27-Feb-05 The finished valve chests. I am really happy with how they came out.

27-Feb-05 Tapping the Valve chest bolt holes. These cast iron valve chests were machined at Joel's shop on his big Cincinati Toolmaster mill. I could take 50…
19-Feb-05 I discovered there was still binding when the wheels rolled, even after I re-made all new crank arms and side rods. Feeling frustrated, I took the…

19-Feb-05 I didn't like the design of the original crank arms, so I'm make six new ones with a different design. Here I've drilled and reamed three out of a…

5-Mar-05 The sacrificial table is back on the mill table and the new side rods are being machined. Small cutting passes and slow speeds made doing one side a…
{kind=link}
3-Mar-05 The valve chests mounted. This was the first real progress on this engine in over 2 1/2 years.
{kind=link}
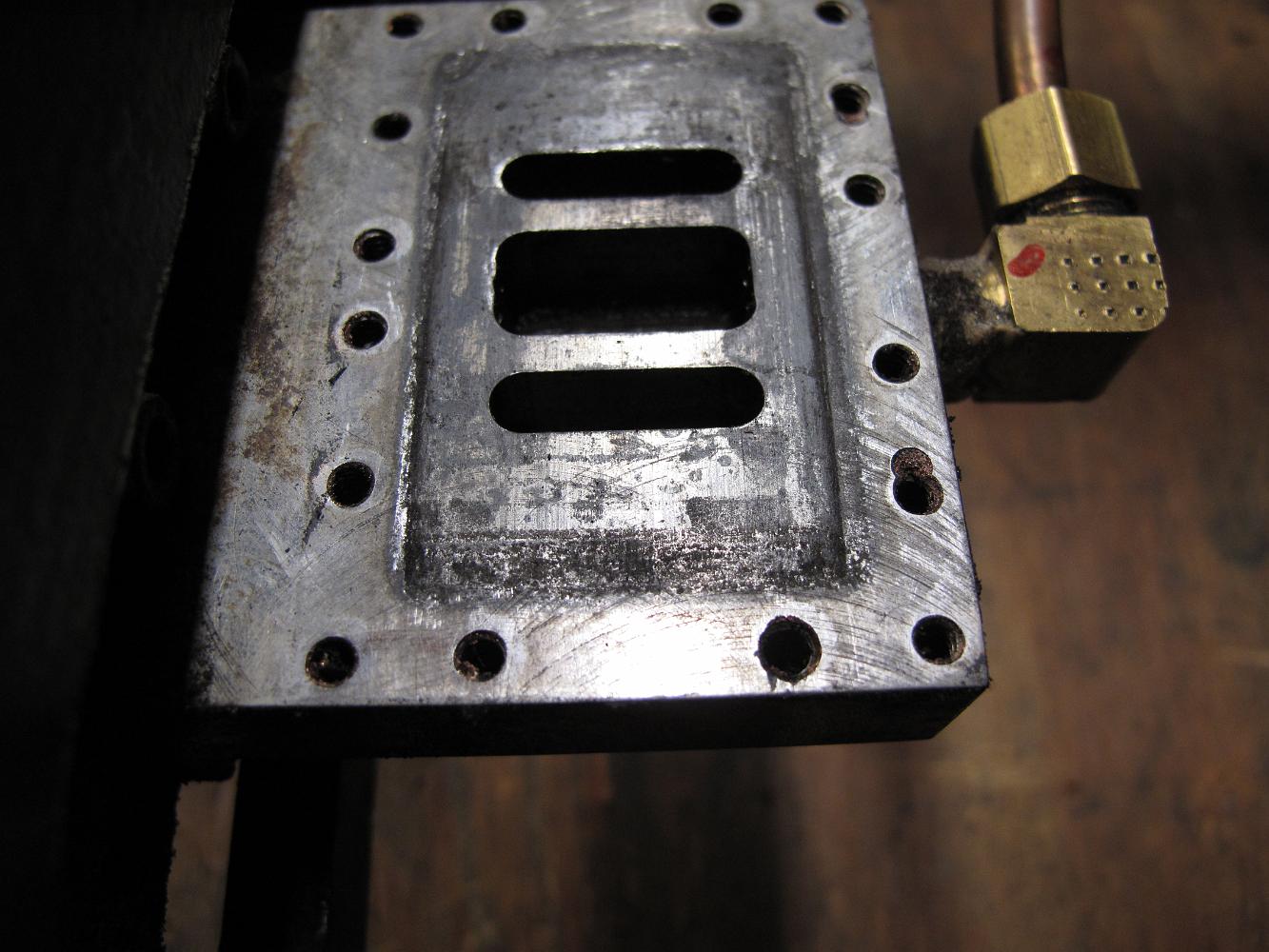
3-Mar-05 The finished cylinder and valve chest mounting plate. This was fun to do--simple milling, drilling and tapping thanks to my Digital Read Out.
{kind=link}
{kind=link}
{kind=link}
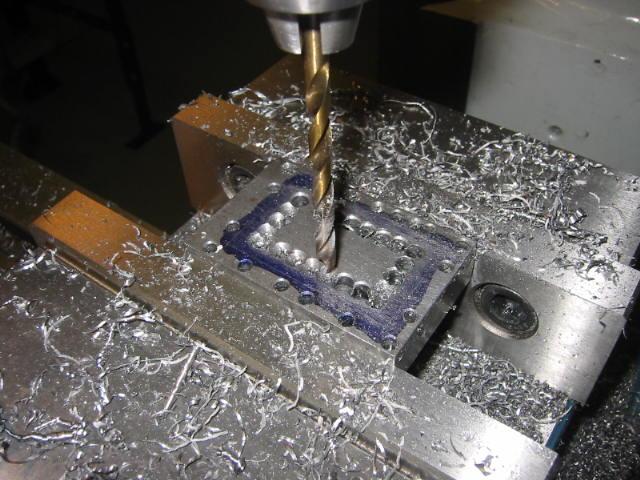
Having drilled all the outside hold-down holes in the chest, I drill pilot holes on the inside to quickly remove material.
{kind=link}
{kind=link}
{kind=link}
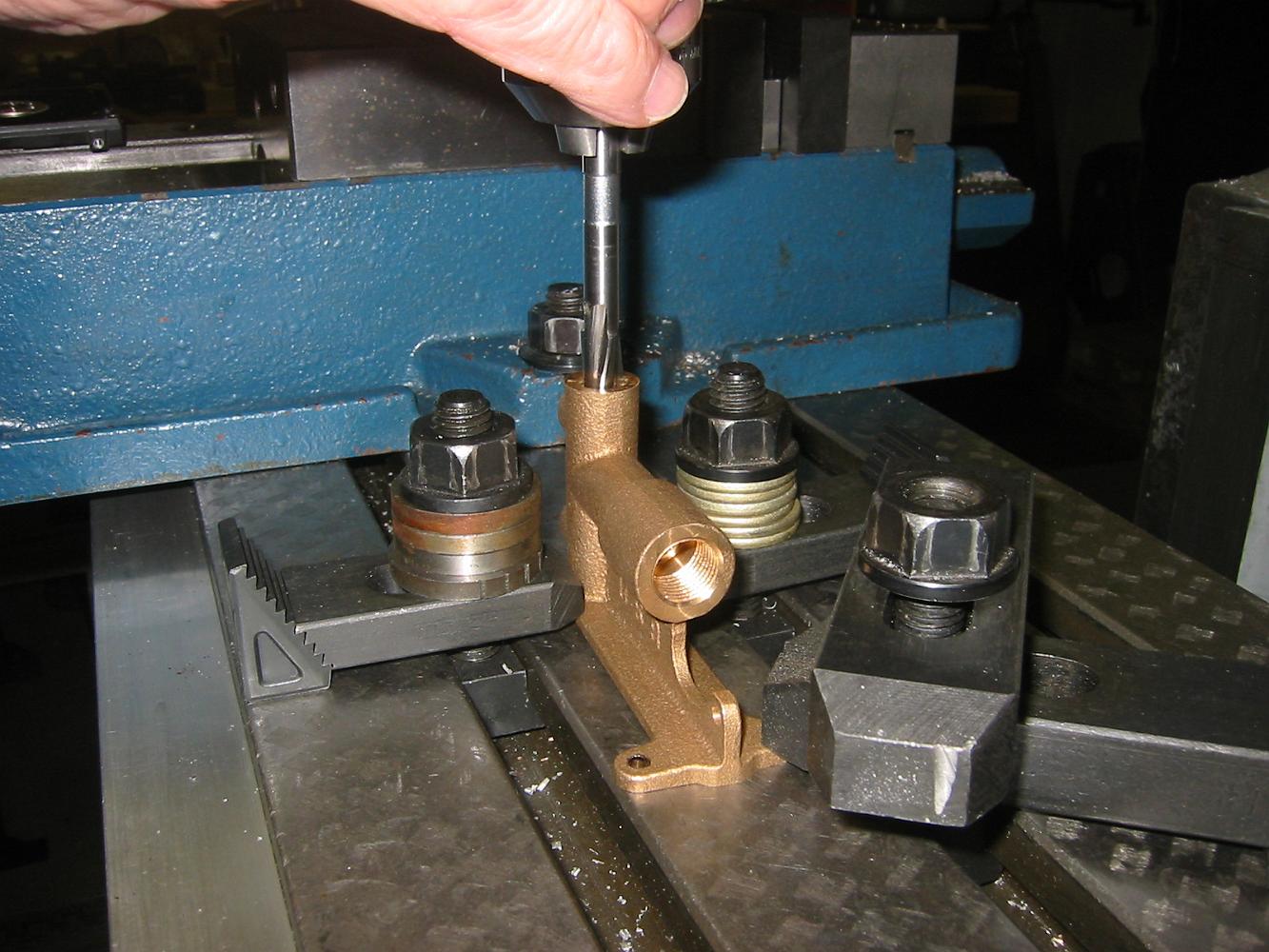
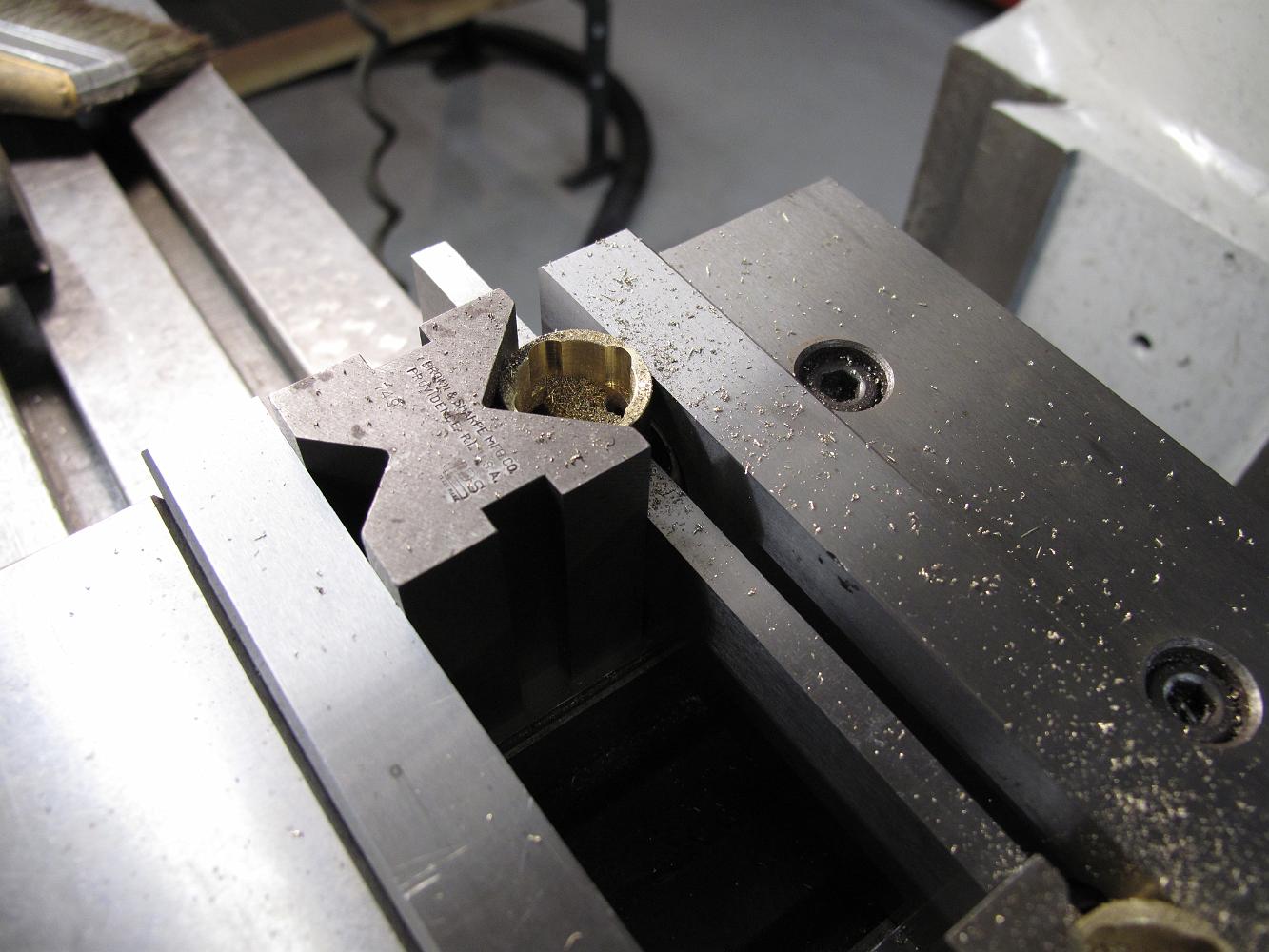
Cutting a slot in the cylinder cocks. These are a scaled up version of an original design by W. Van Brocklin, Jr, from "The North American Live Steamer", vol 1,…
{kind=link}
14-Dec-05 The temporary steam line used to run the chassie on air. I later found out the fittings I bought were for plastic tubing, not copper tube, and will…
{kind=link}
14-Dec-05 In the past year the new side rods, cranks and crank pins have been completed, along with the valve chest and valve motion. I have to do some work to…
{kind=link}
Here's how the Crab looks as of 14-December, 2005. The chassie is done and the running gear has been run on air. I start experimenting with plumbing layouts.
{kind=link}
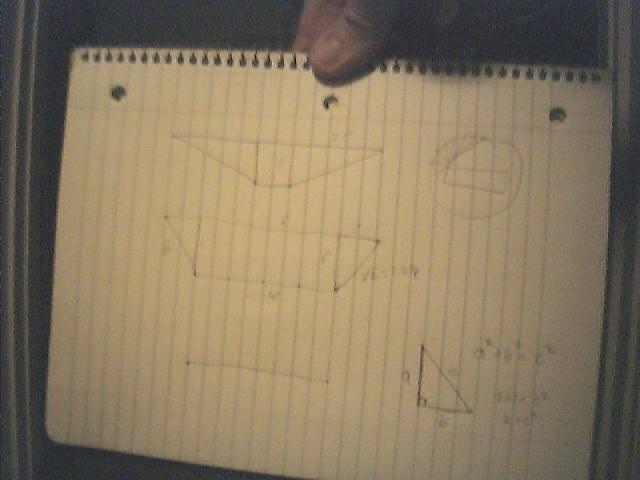
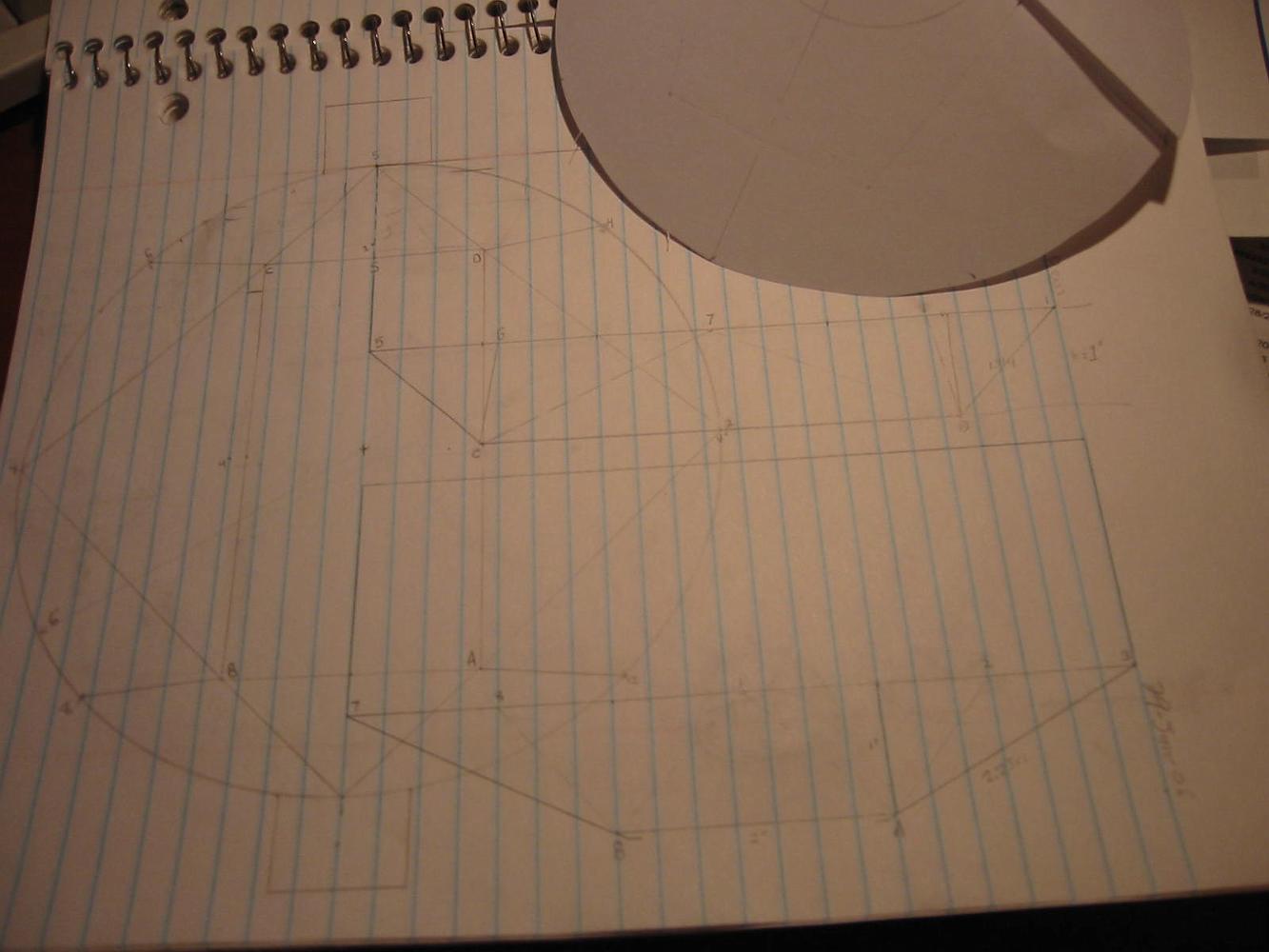
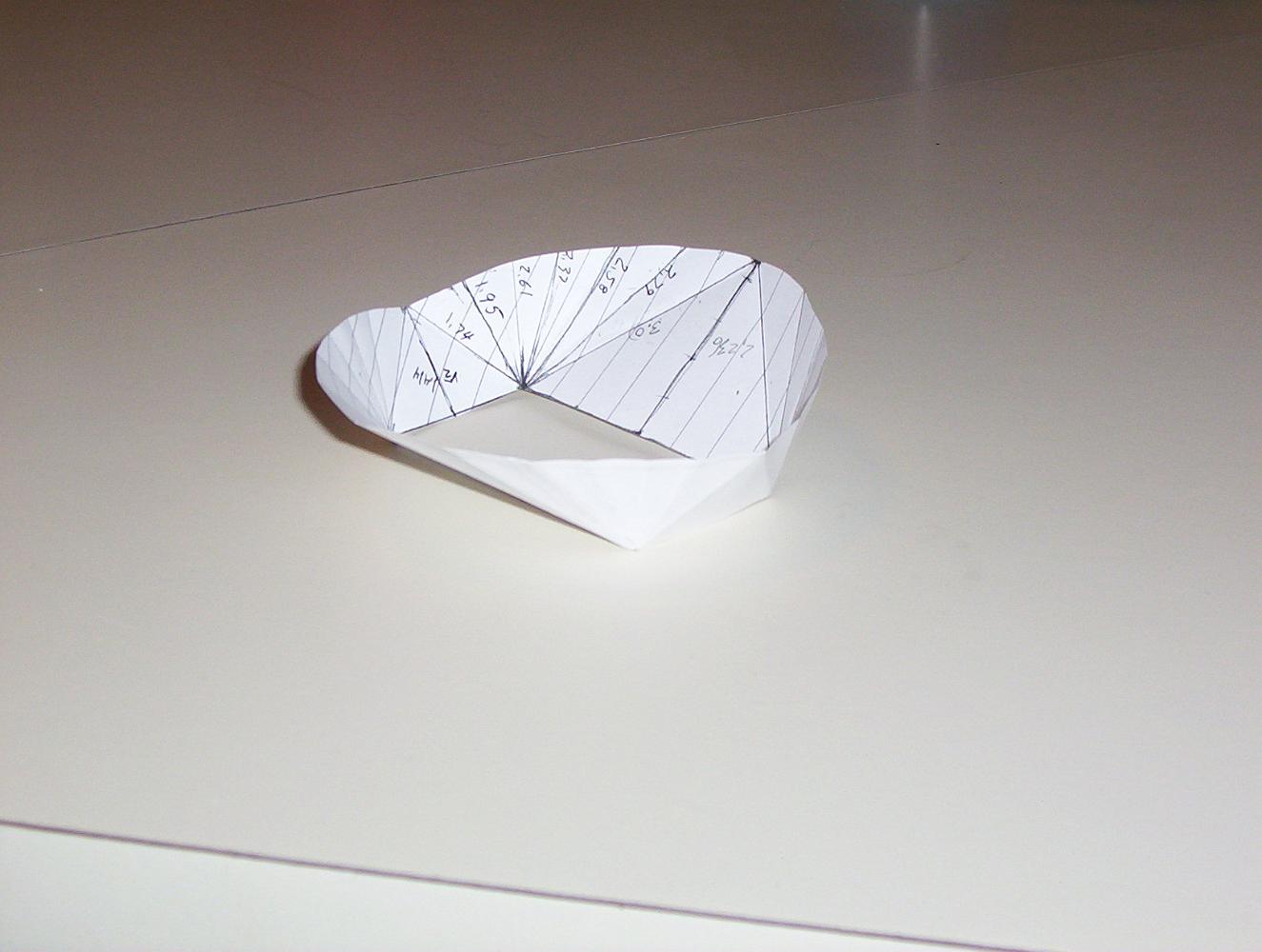
I enlist the help of my friend Ted, who tries to explain the elevation and plan view techniques for sheetmetal layout work.
{kind=link}
{kind=link}
{kind=link}
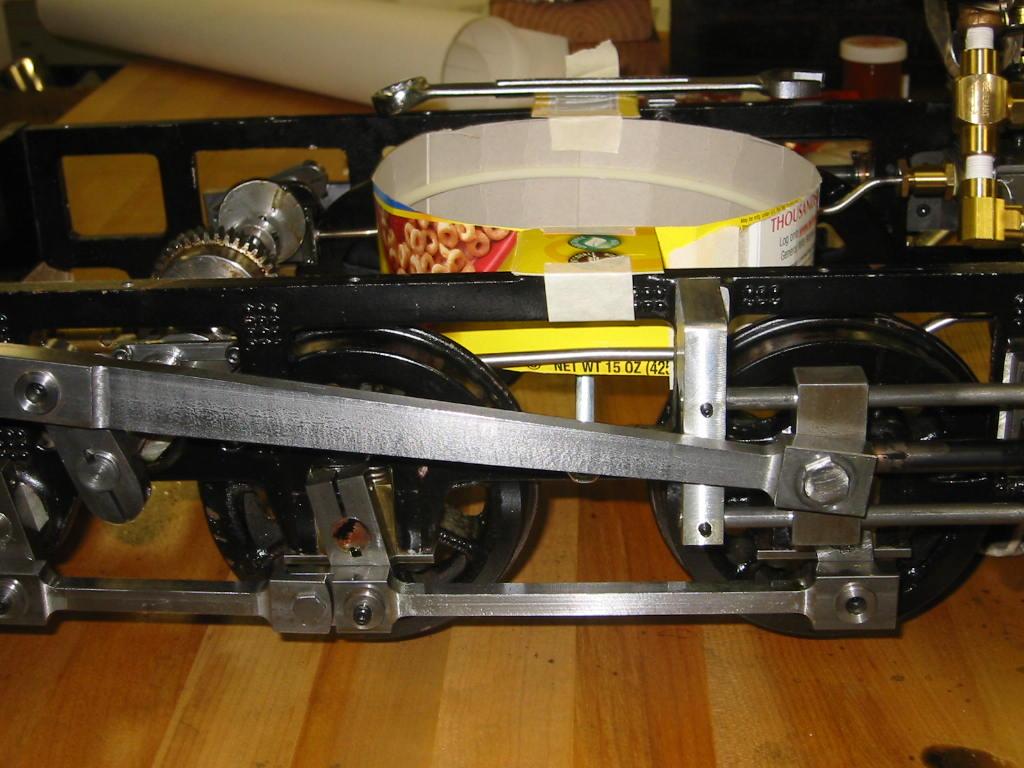
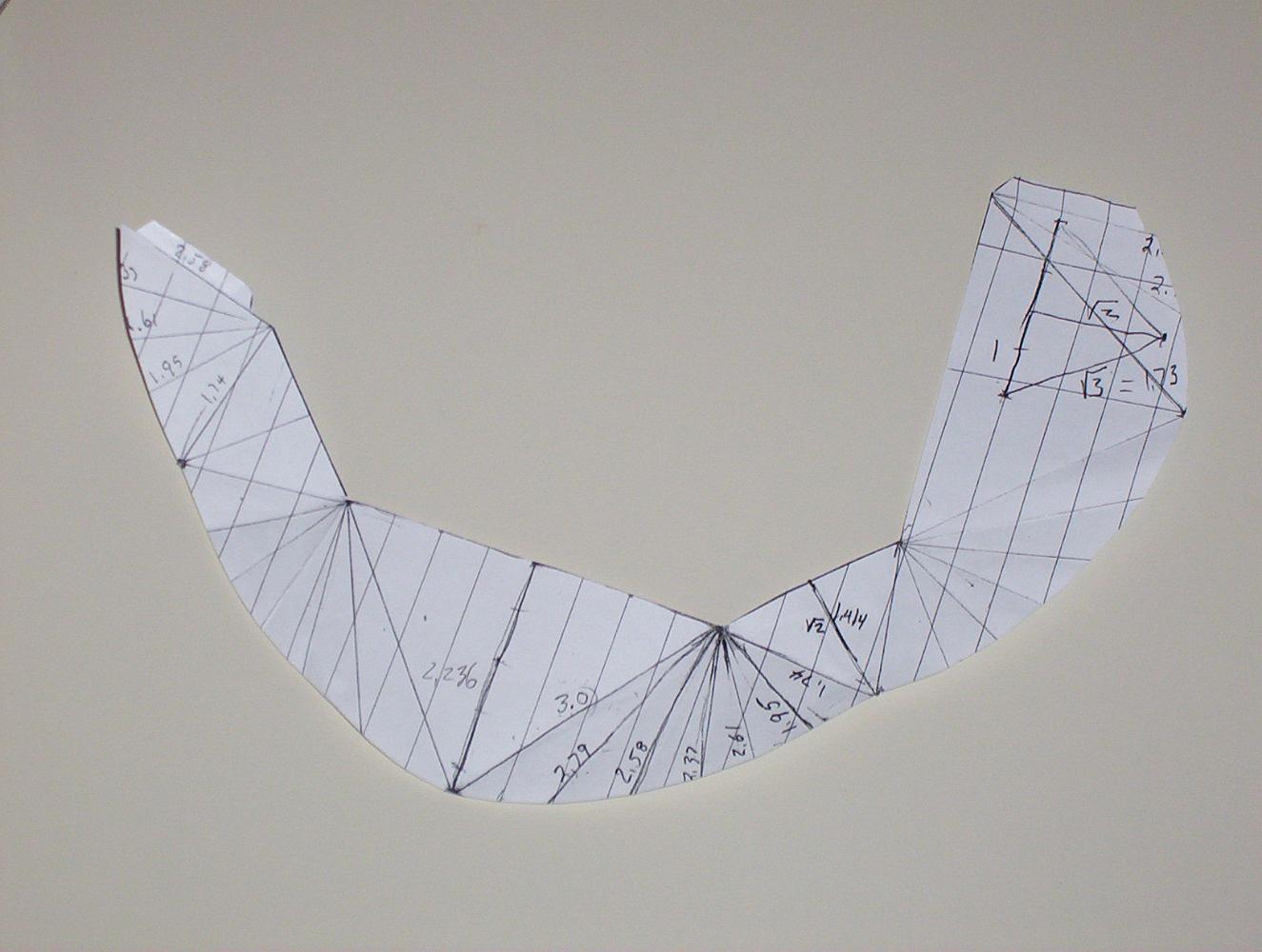
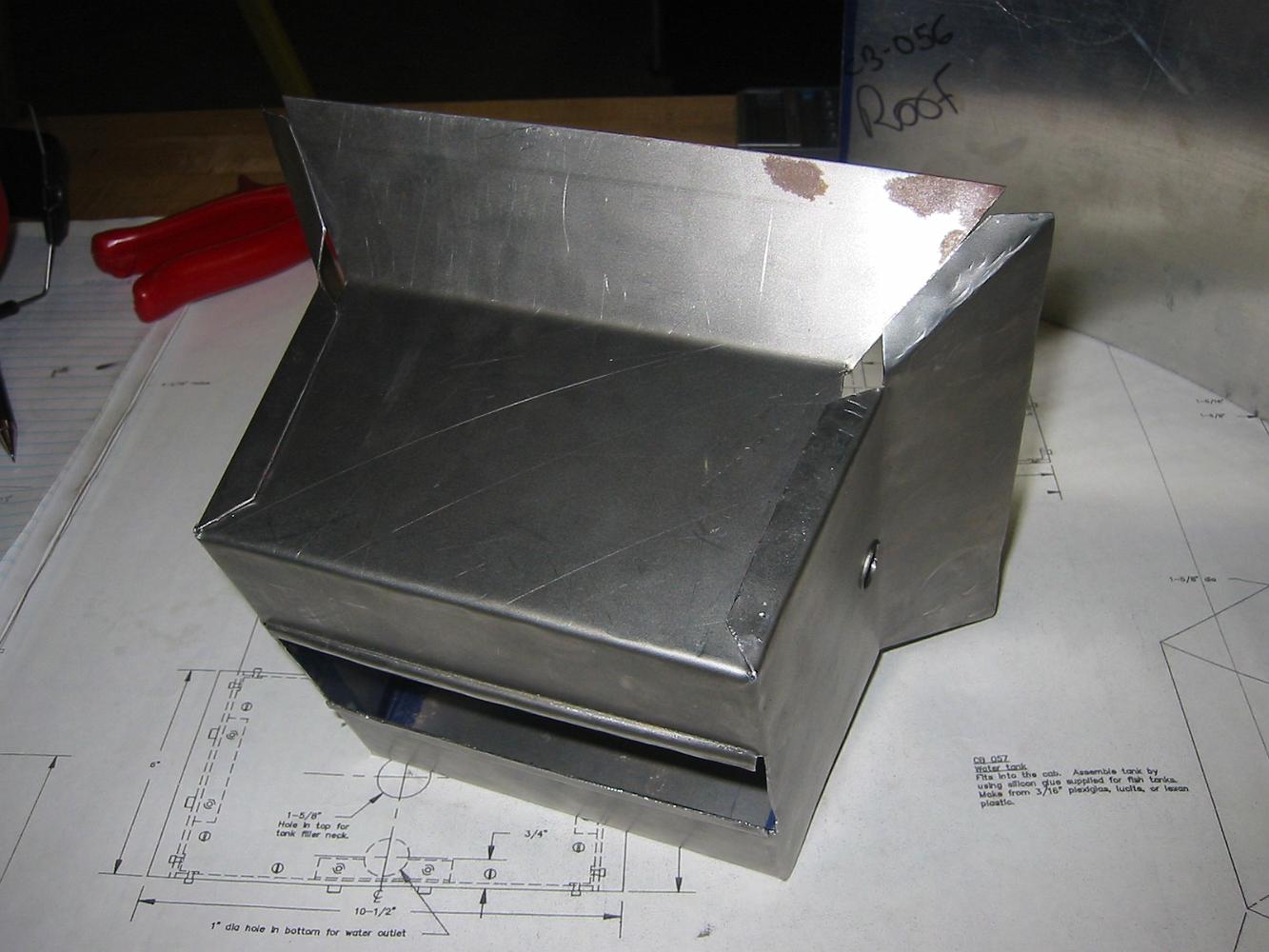
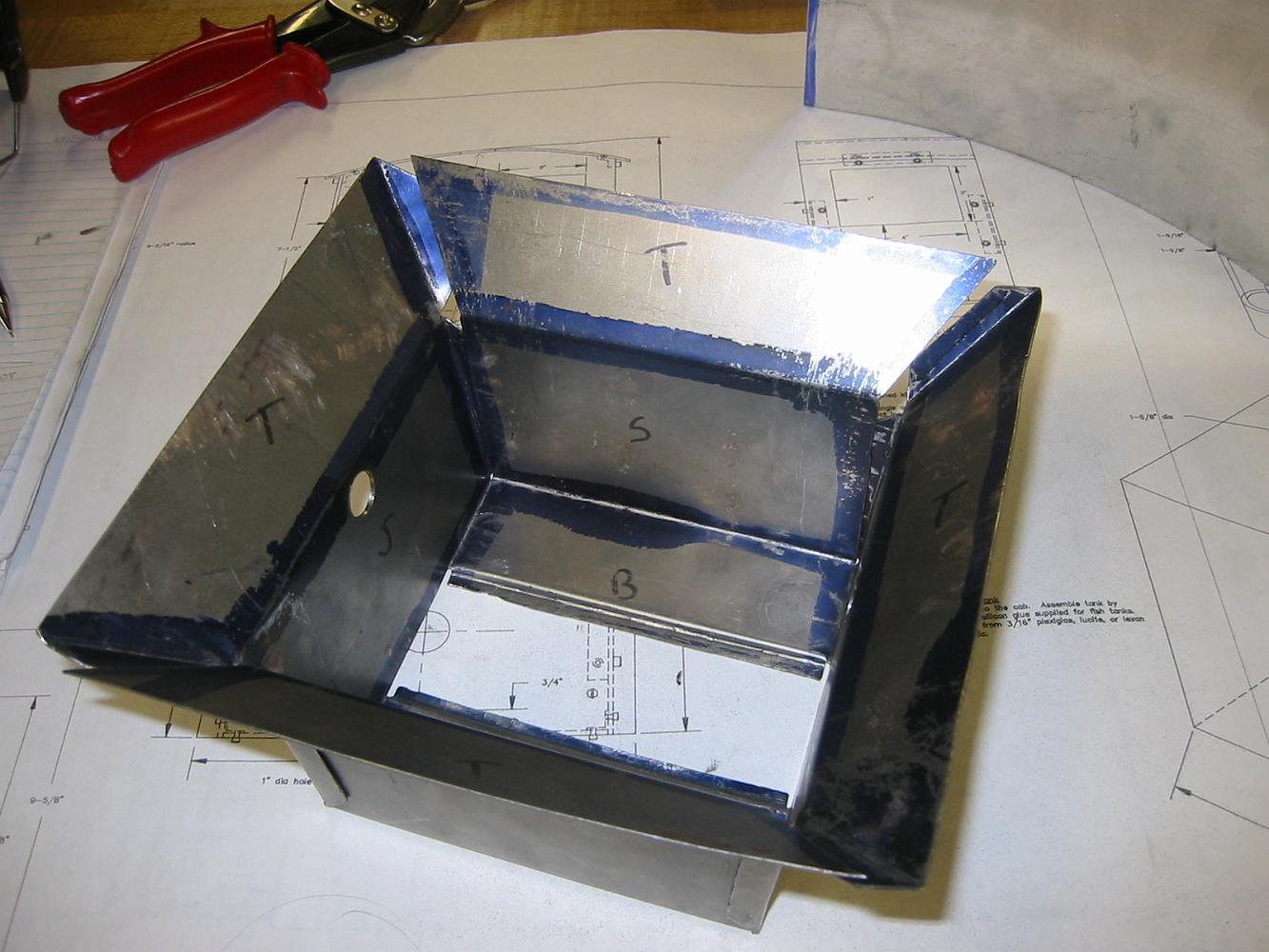
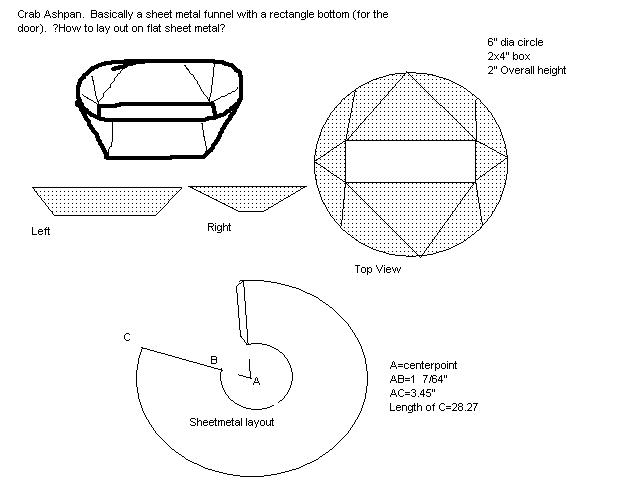
28-Jan-06 Prototyping the ashpan space. The drawings provided to not include the ashpan, so I have to make them myself.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
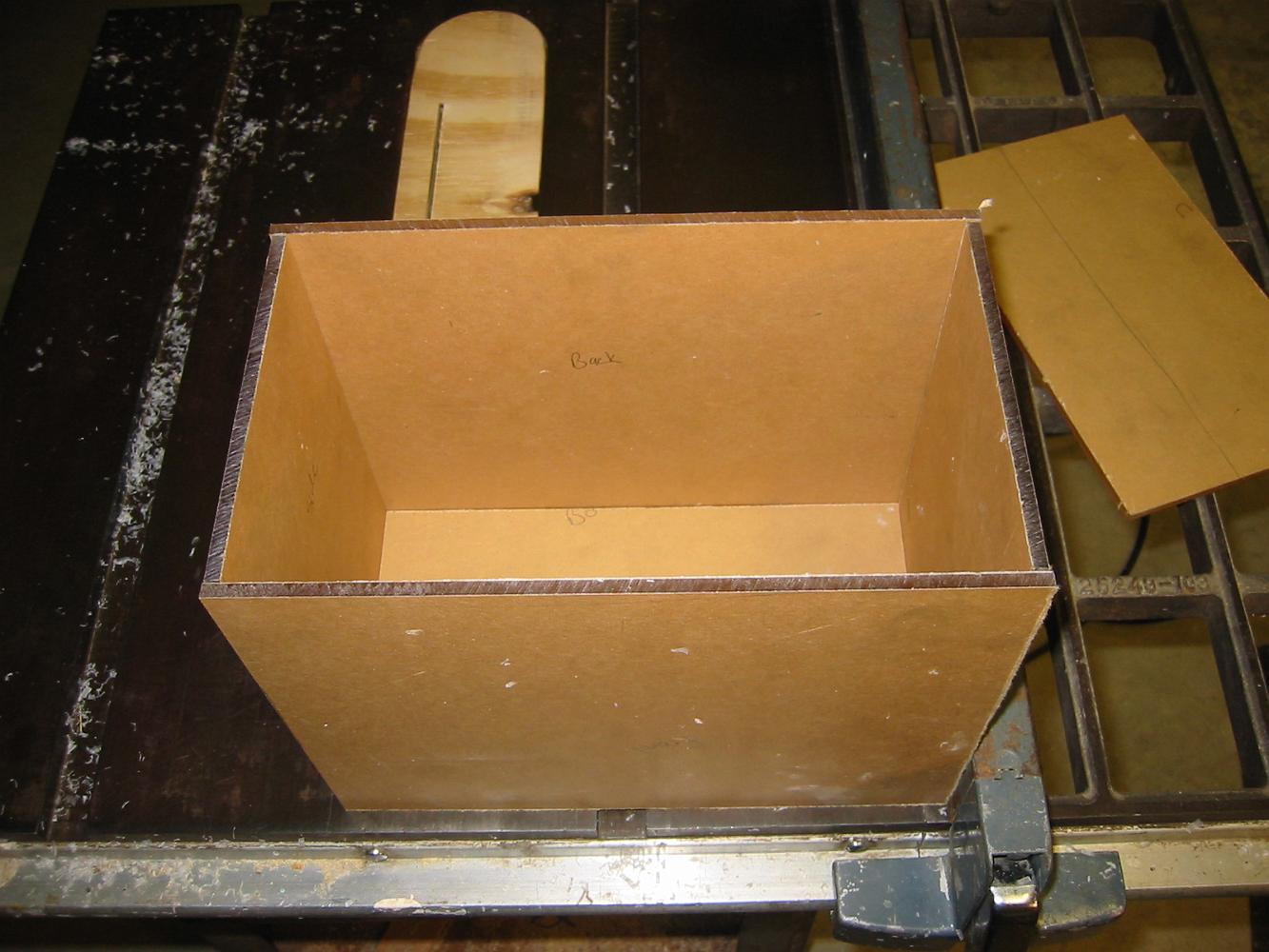
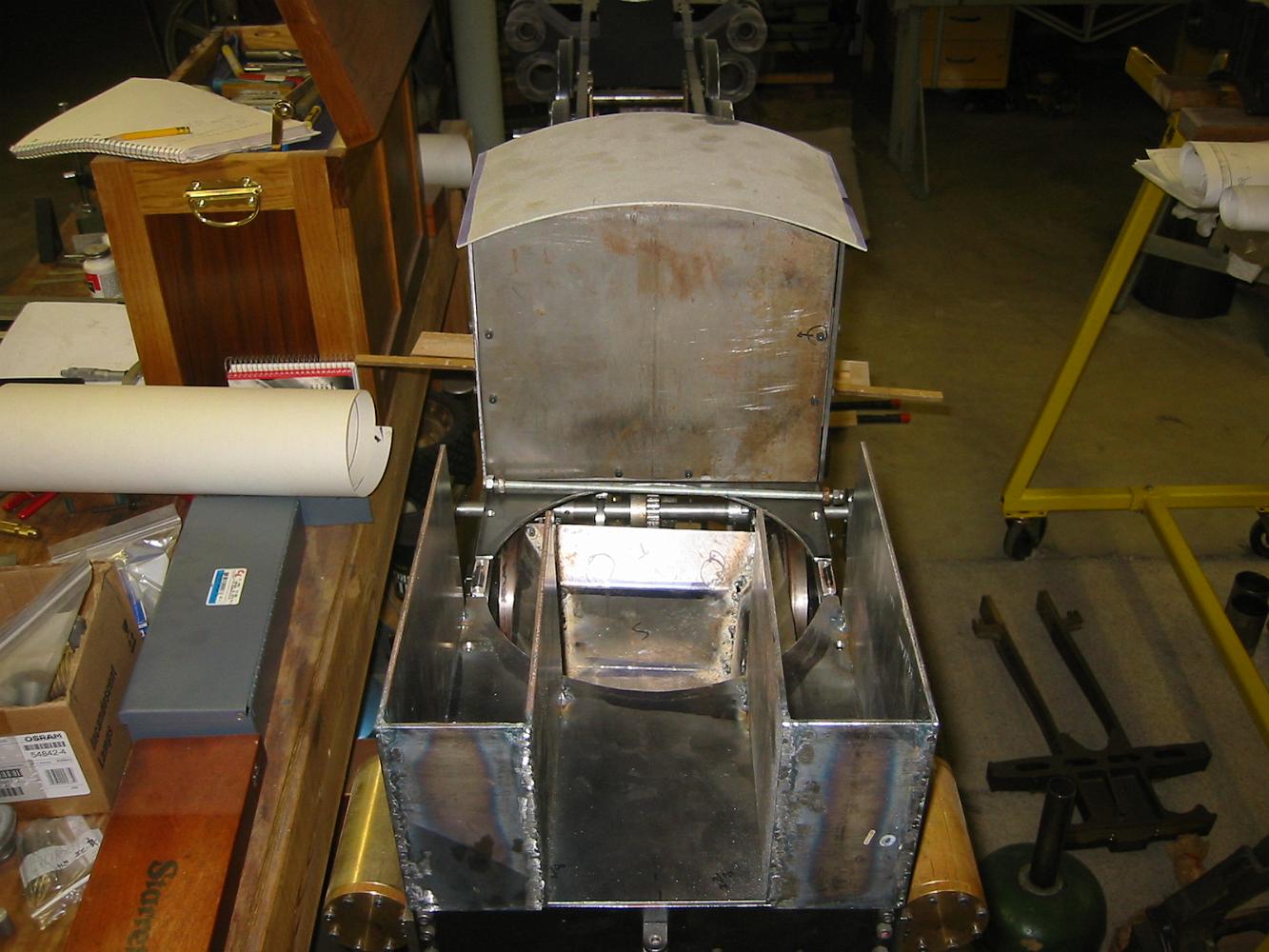
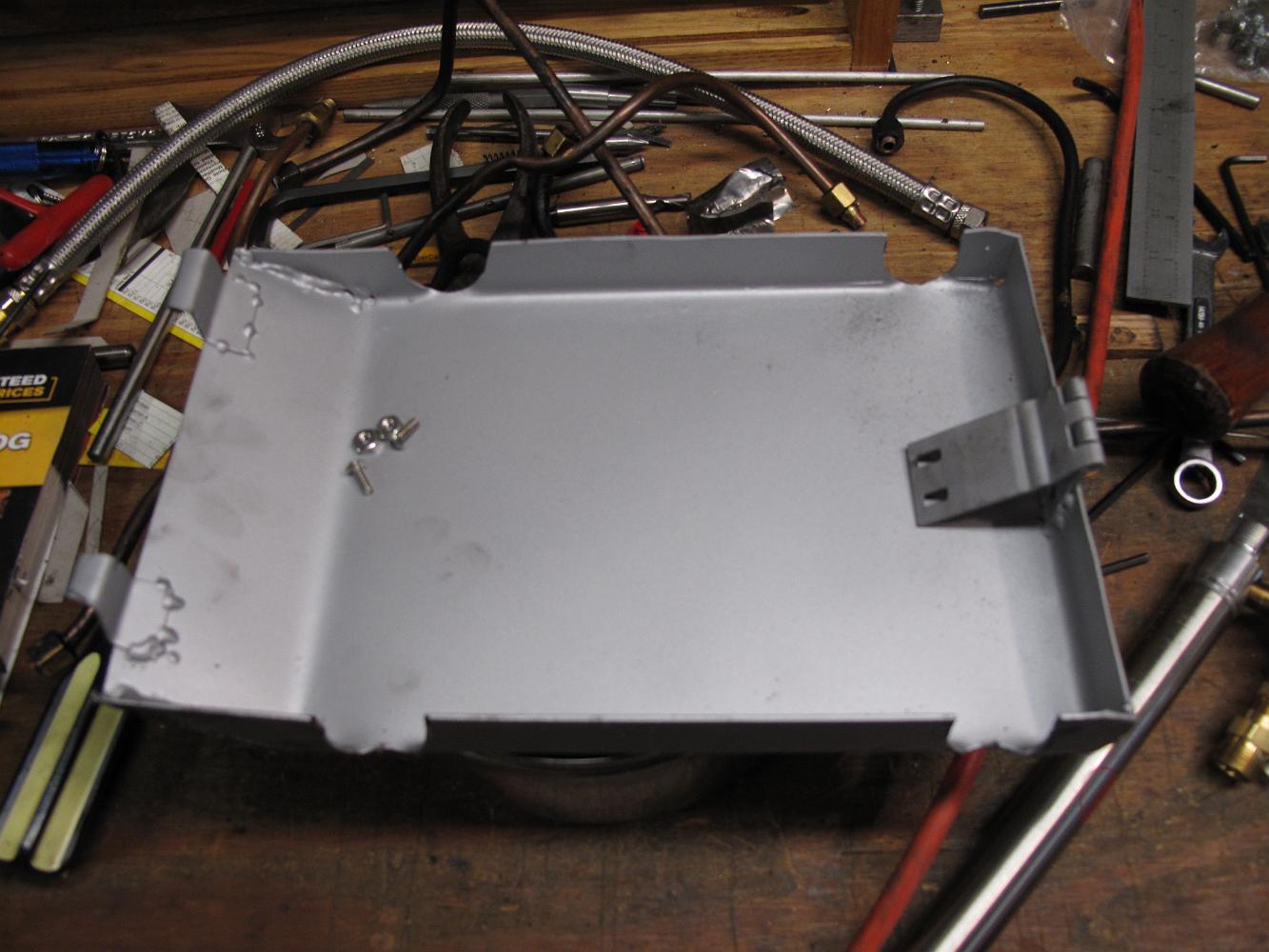
29-Jan-08 The ash pan ready to be bent in the brake. After two years of design ideas, the simple 'box' design seemed best.
{kind=link}
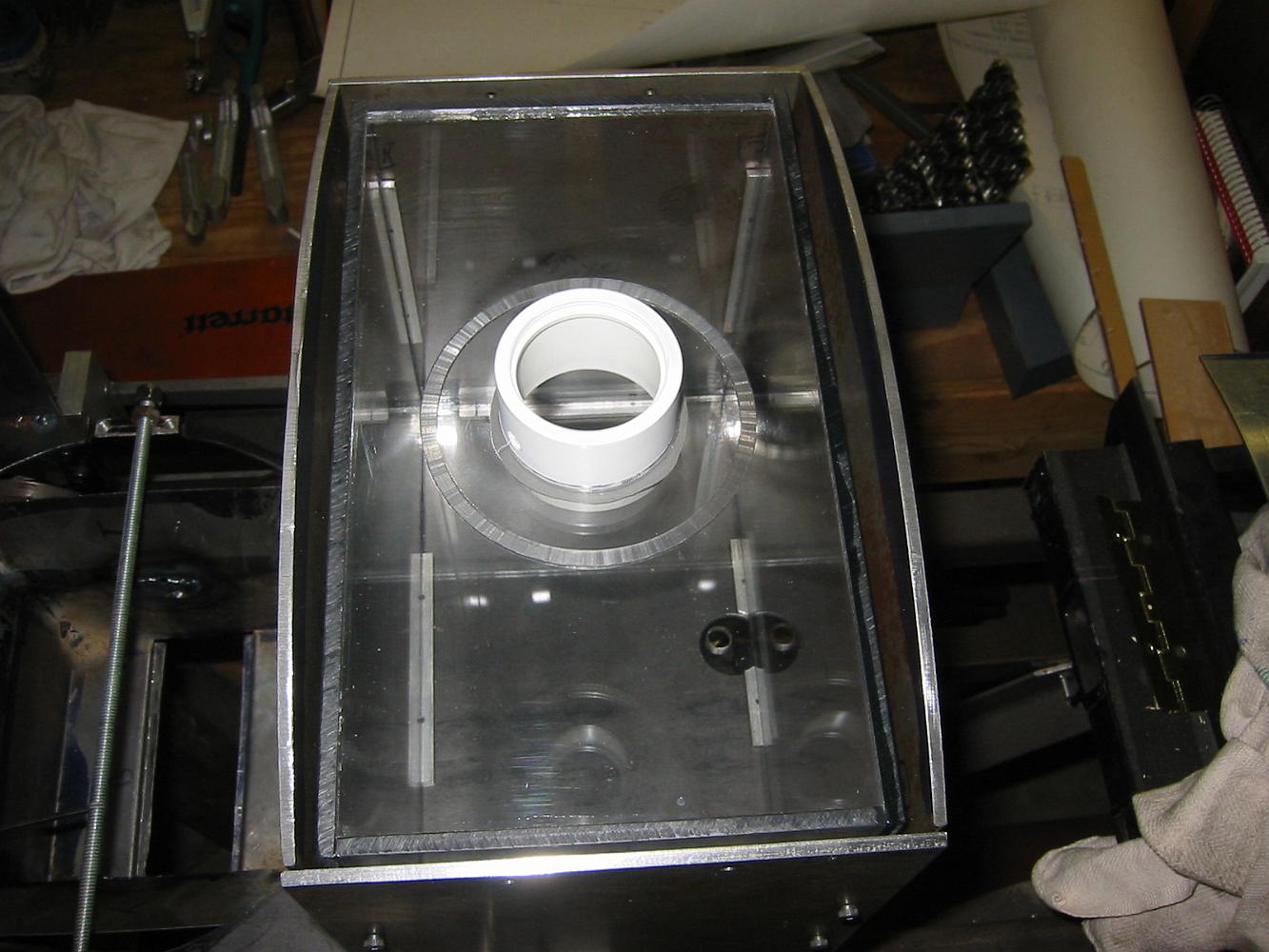
17-Feb-08 Trial fitting of the water tank, still clad in the brown protective paper. I've got to figure out how to hold it during the gluing process. Dad said…
{kind=link}
17-Feb-08 After 8 hours of fiddling around with the table saw, making a zero-clearance insert (see the wood piece), and making a replacement part for the fence,…
{kind=link}
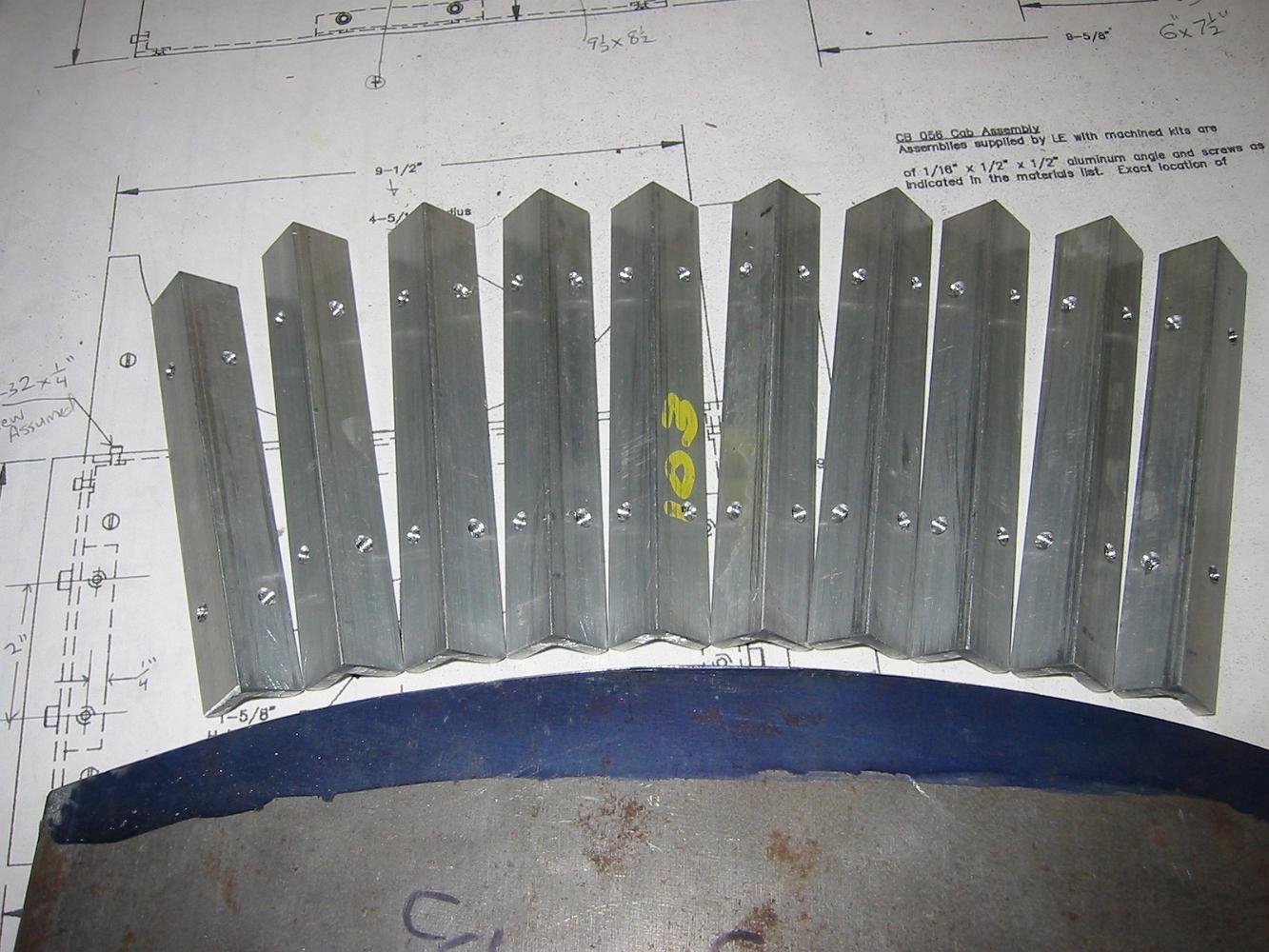
3-Feb-08 Plodding along on the chain gang. Cutting, Drilling, Tapping and finishing the 10 angle-brackets into identical parts is as close to production machine…
{kind=link}
{kind=link}
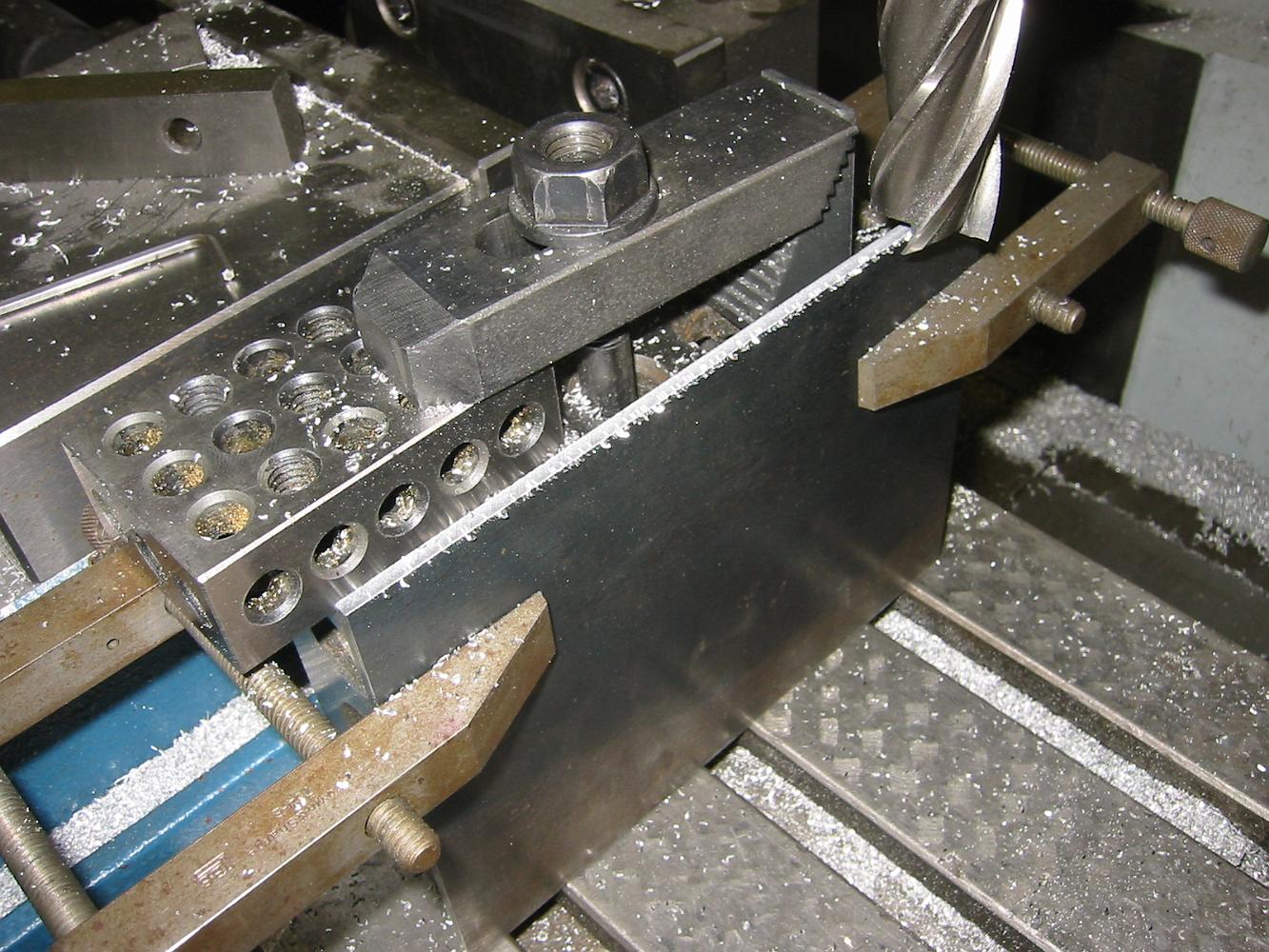
3-Feb-08 While picking up some stock for the Mikado at the Metals Supermarket, I had them shear the cab pieces from the single sheet of 1/8" stock I had. What…
{kind=link}
30-Mar-08 Gluing up the water tank. I used the 18" lathe faceplate, angle plate and big parallel to hold everything while I glued it. I found the glue at the…
{kind=link}
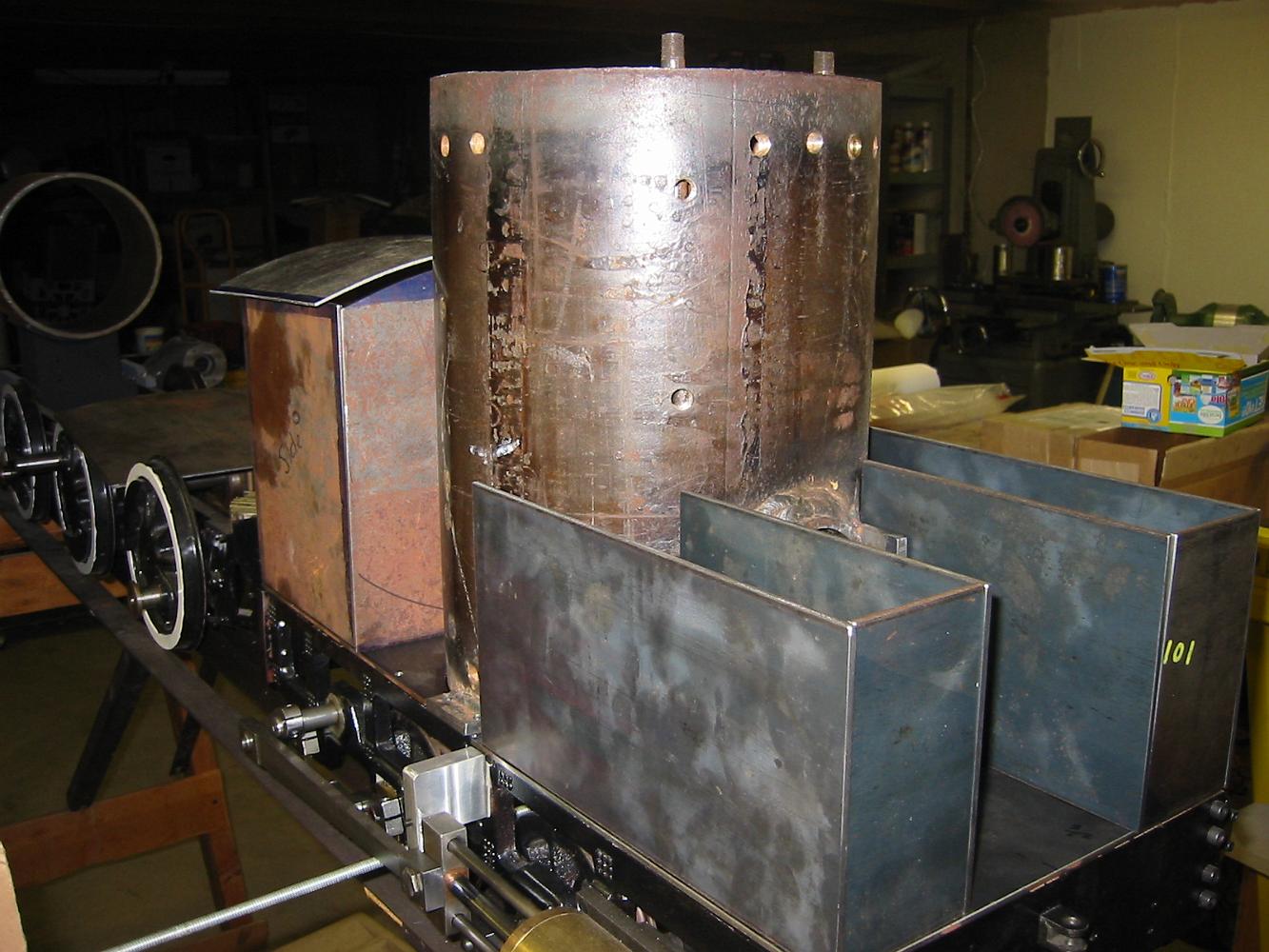
30-Mar-08 The coal bunkers after my attempt to TIG weld them. The welds are not pretty, but the sides stay together. I had to modify the design to put the sides…
{kind=link}
30-Mar-08 I had to shorten the inside side by 1/8" before welding the coal bunker together to keep the top height the same for all three pieces. I had to modify…
{kind=link}
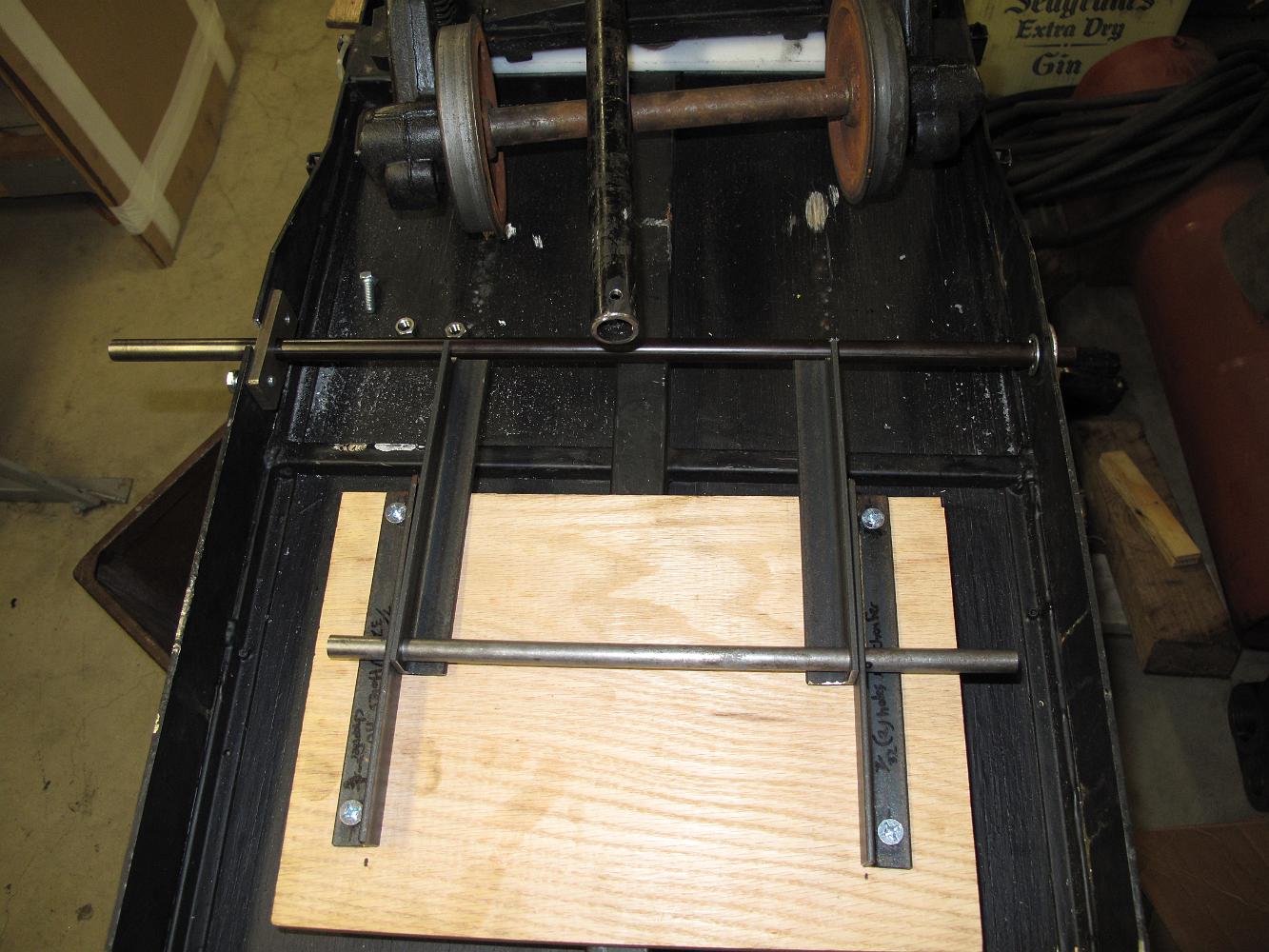
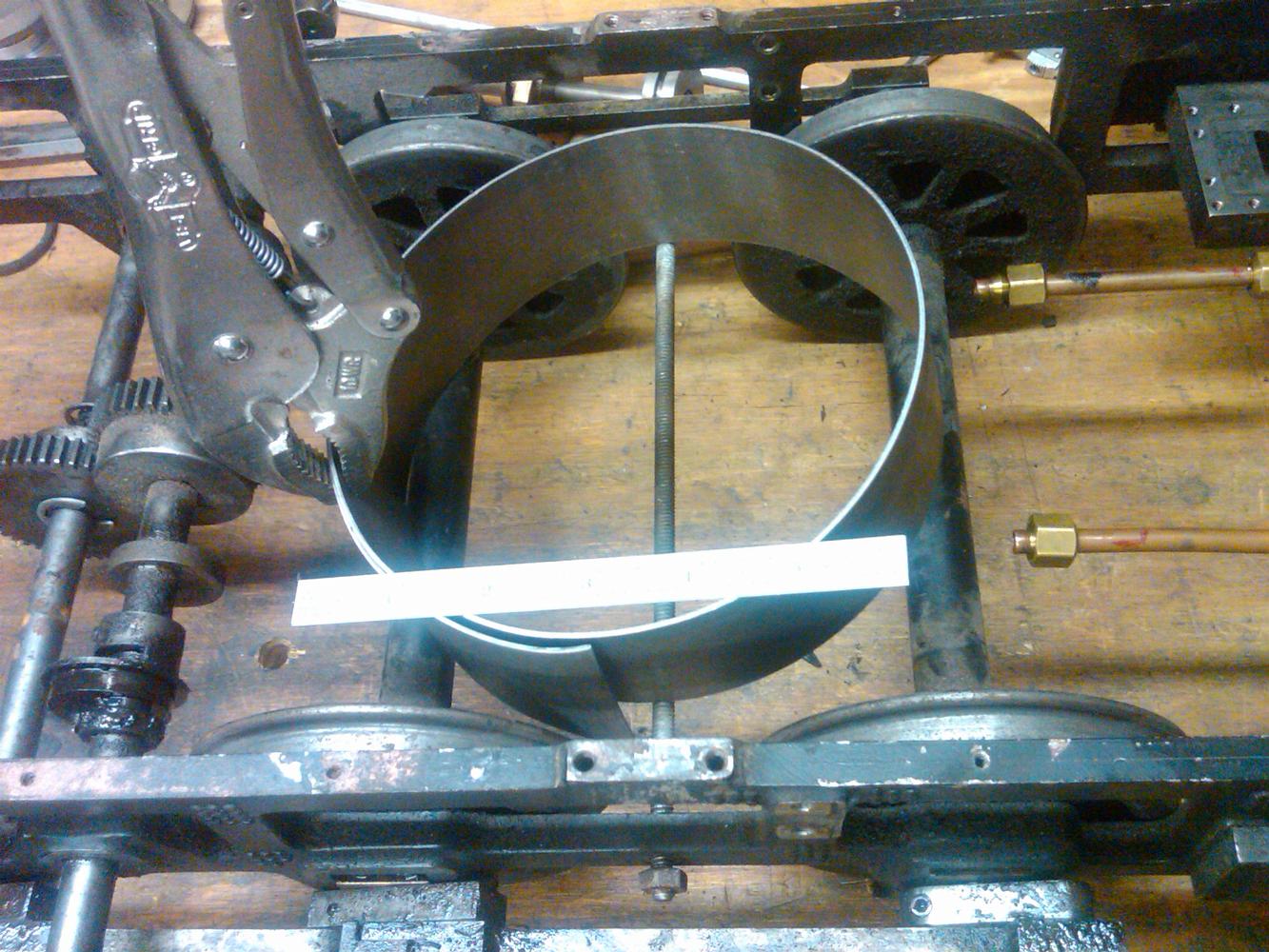
1-Mar-08 Putting a smooth surface on the top of the welded boiler to provide a better air-tight seal.
{kind=link}
Using a large piece of all-thread rod, and bridging the soft copper flues, the boiler is lightly held down to skim the top surface smooth.
{kind=link}
The clamping setup for the boiler was interesting - there are pipes protruding below the bottom of the boiler so we could not bolt the boiler to the table…
{kind=link}
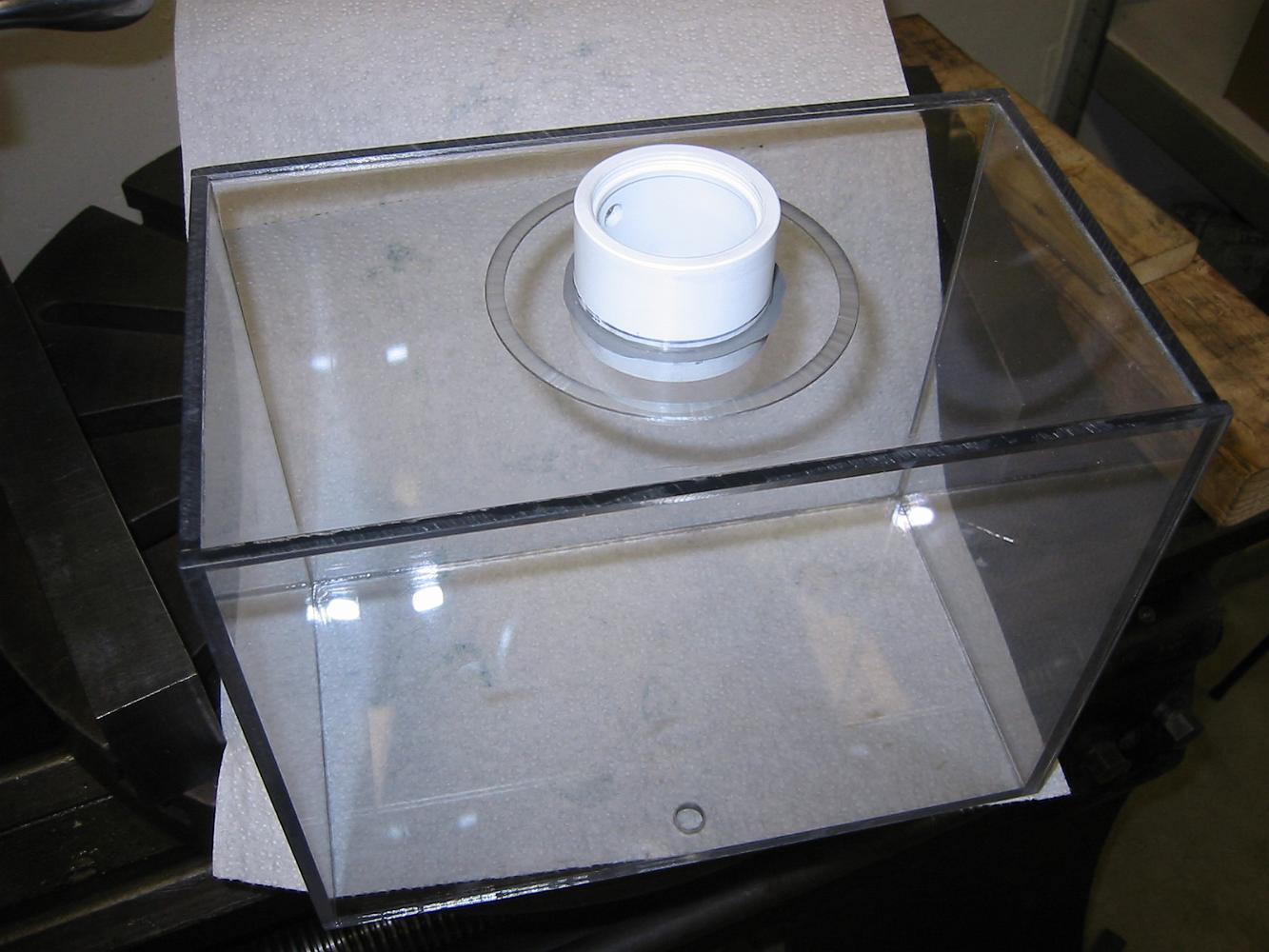
2-Apr-08 Doing a water test on the tank before gluing the last side on. It did not leak, no need to put silicone cauking on the seams like the plans call for.
{kind=link}
{kind=link}
3-Apr-08 The finished water tank. I chose to shorten the fill pipe so it does not stick up through the cab roof. I also drilled a hole in the side of the fill…
{kind=link}
{kind=link}
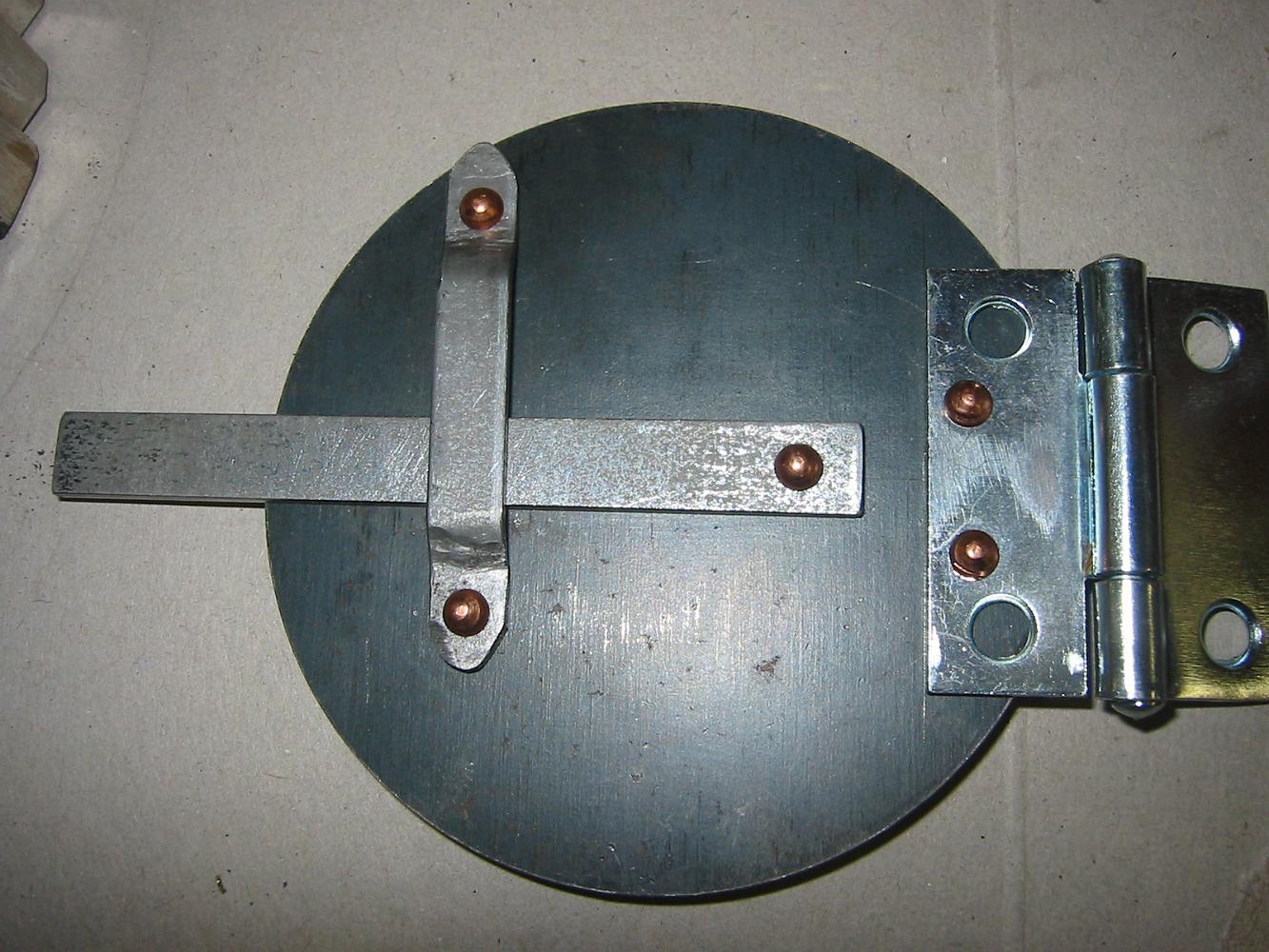
26-July-08 How cool is this? A fire door for the loco held together by just rivets. Based on a design by "Unka" Jesse Livingston, I fabricated the parts, Tim…
{kind=link}
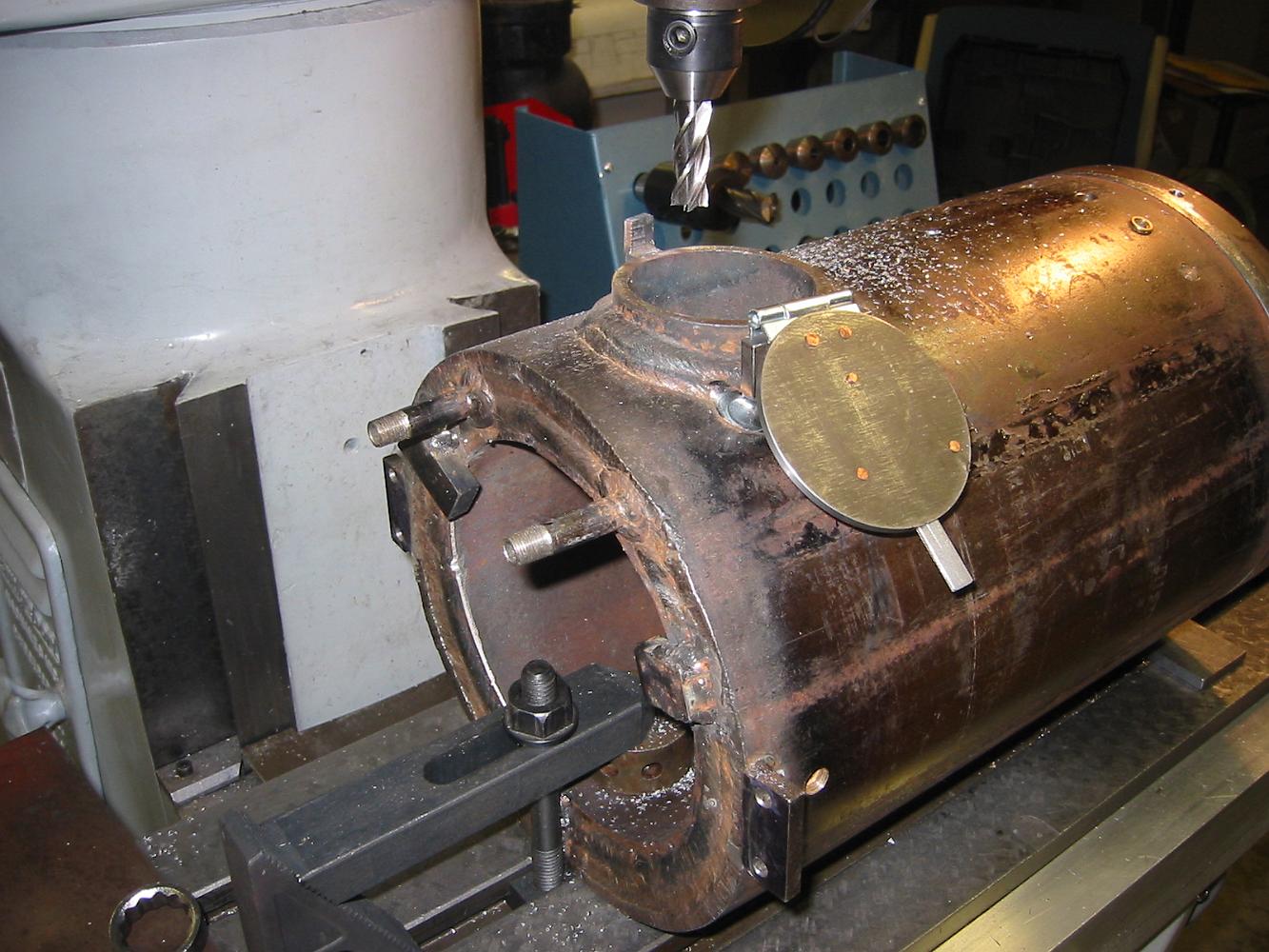
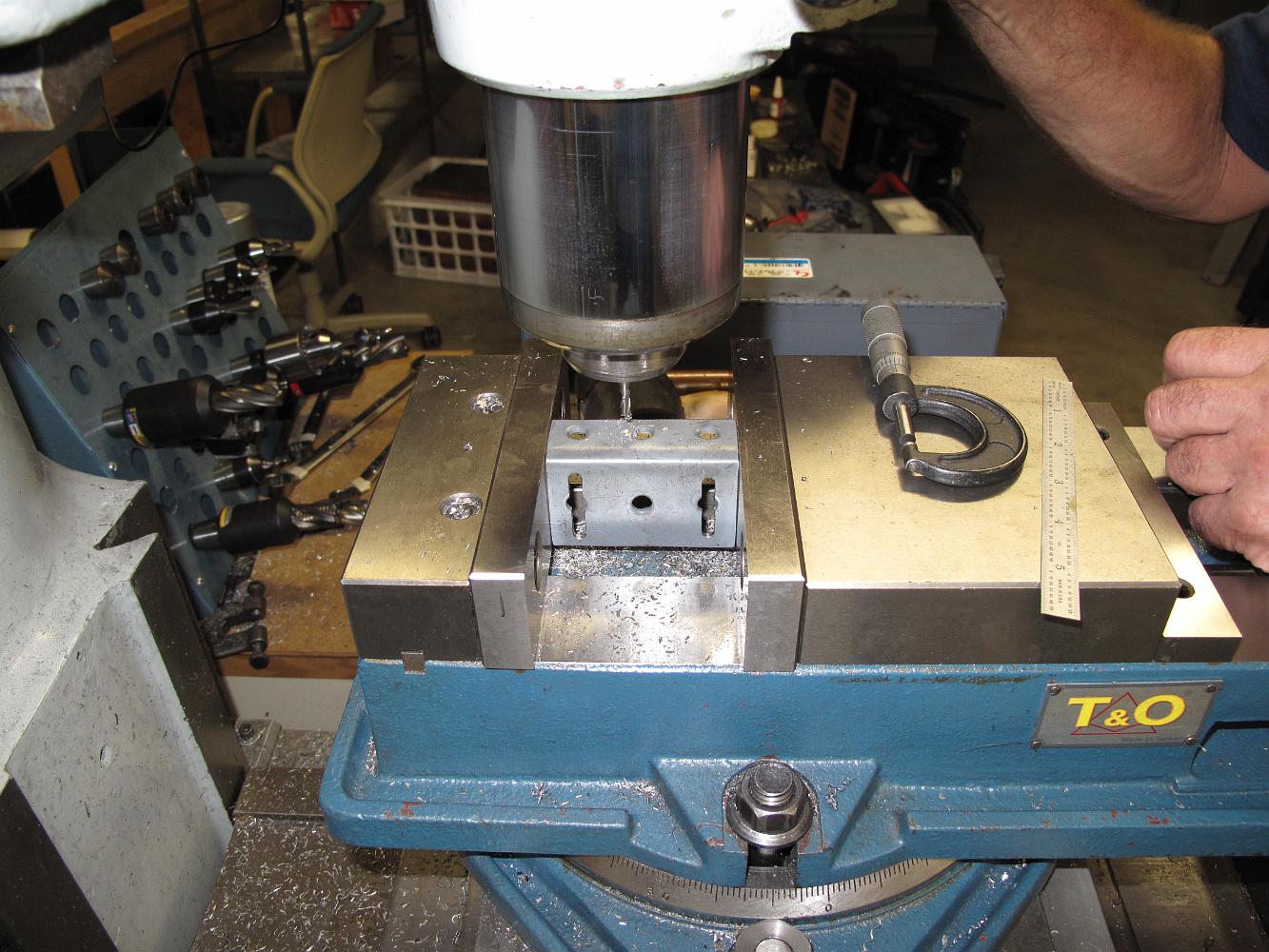
10-Aug-08 A shakey setup to mill the door latch tab on the boiler. This really was not a good setup. I wanted to clamp over the boiler, but my table is not big…
{kind=link}
{kind=link}
3-Oct-08 I learn how to bend copper tube, sort of. The main plumbing is completed except for the water glass and the hand pump.
{kind=link}
{kind=link}
Saturday, 29-Nov-08, a steamup at Tim M.'s private track at his house. The crab is unloaded and a borrowed flatcar is the engineers seat. To the right John T.…
{kind=link}
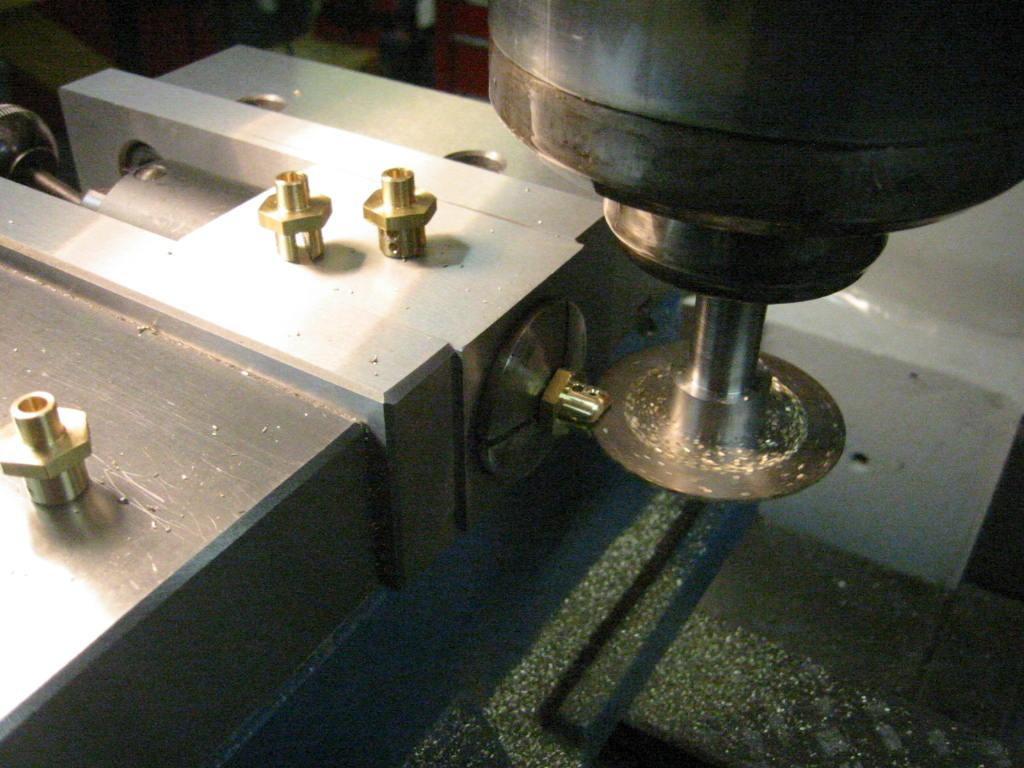
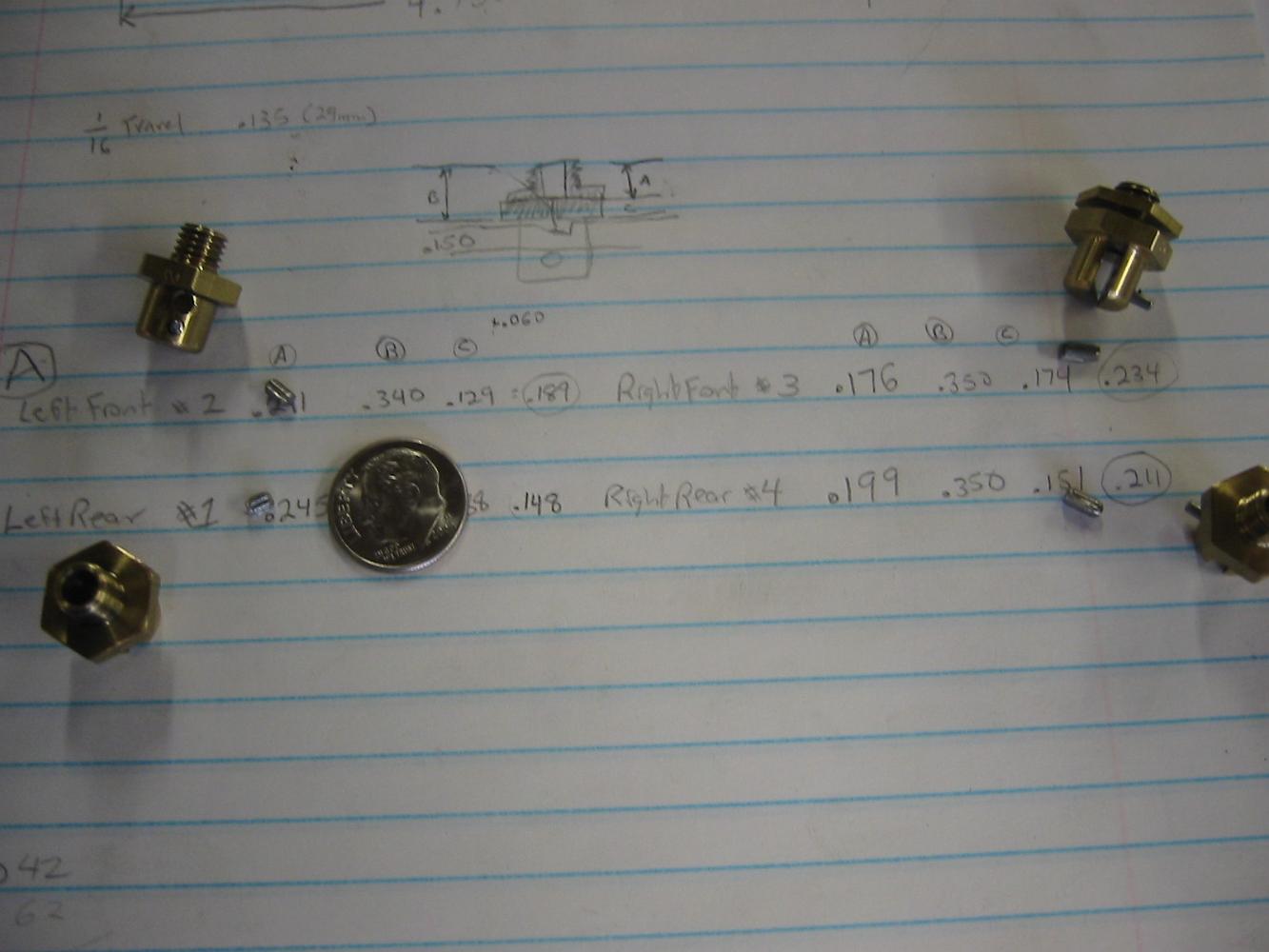
28-Nov-08 The final very tiny parts for the Van Brocklin design cylinder cocks. Cutting the grooves in the .200 long pins, and cutting them to length was a…
{kind=link}
{kind=link}
{kind=link}
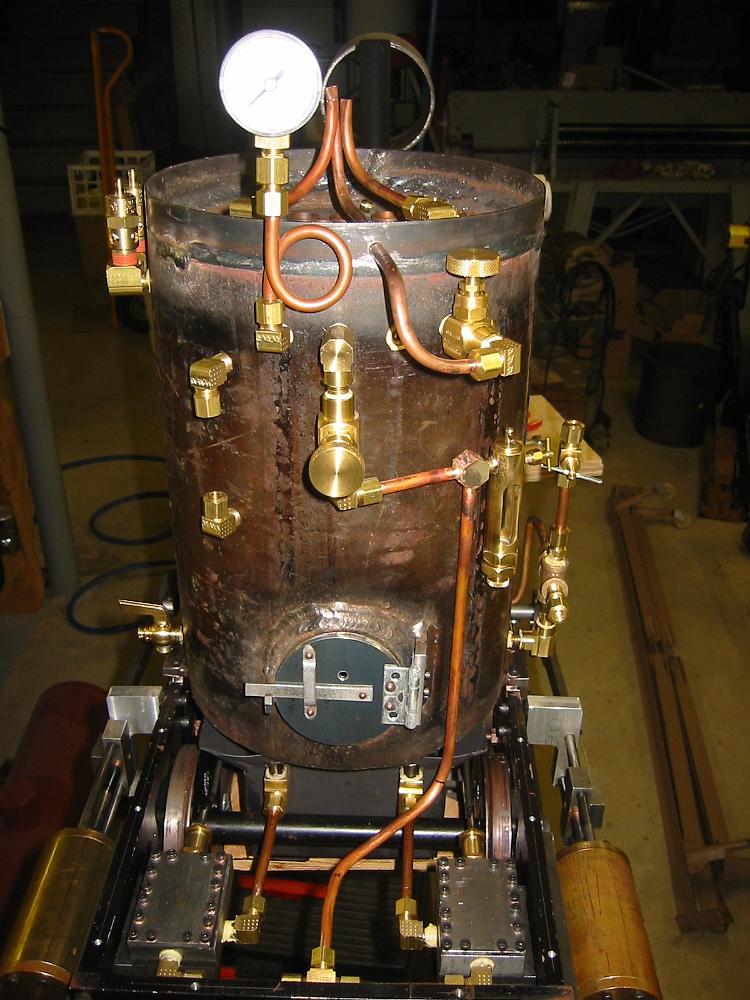
19-Nov-08 It's coming together! I just need to install a sight glass and the plumbing will be complete.
{kind=link}
{kind=link}
{kind=link}
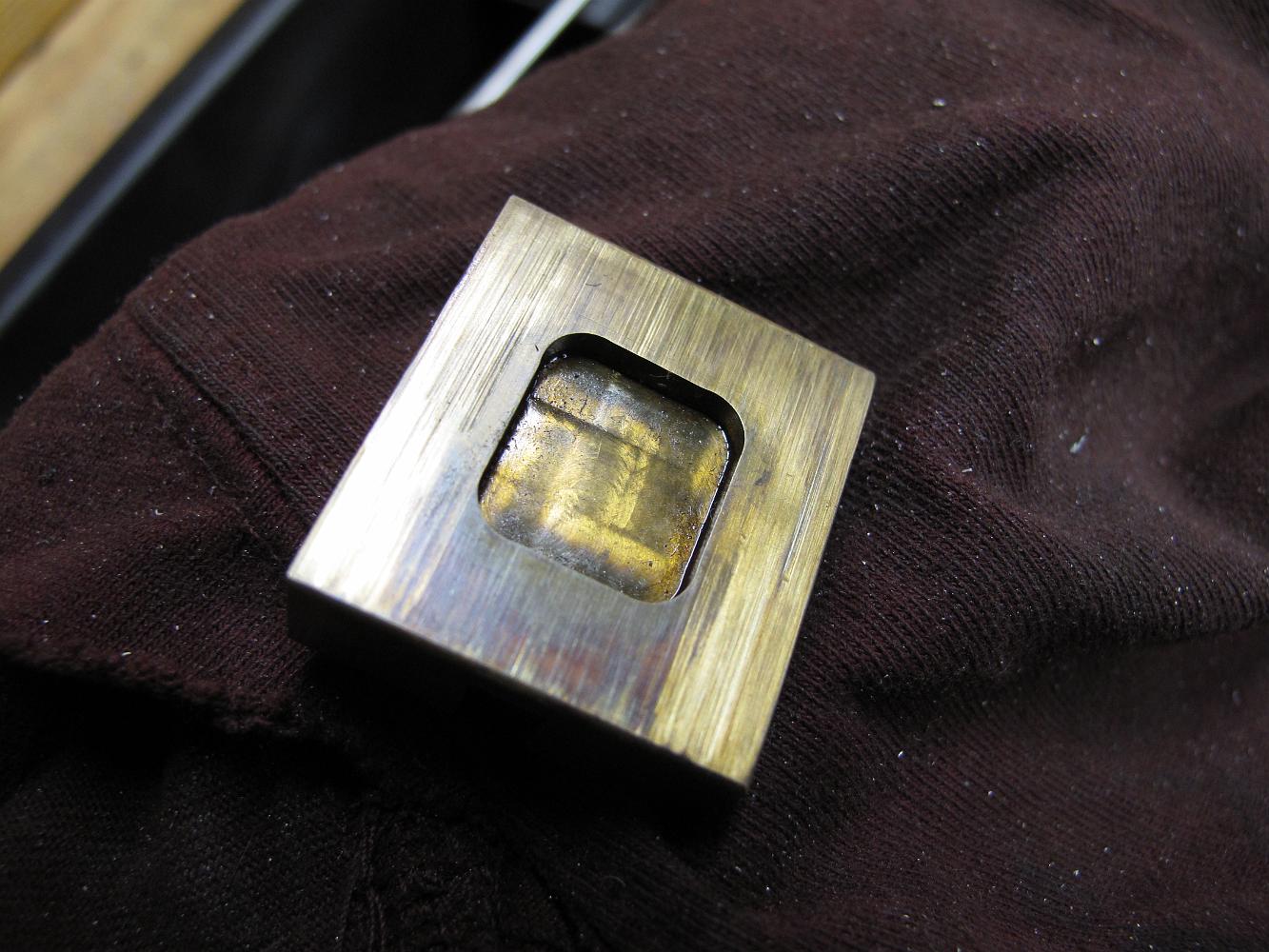
Layout concept for the waterpump eccentric strap. Material used was Alloy 954 bronze, 2"x2"x3/8". The cam-follower wheel is removed and a connection to the…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
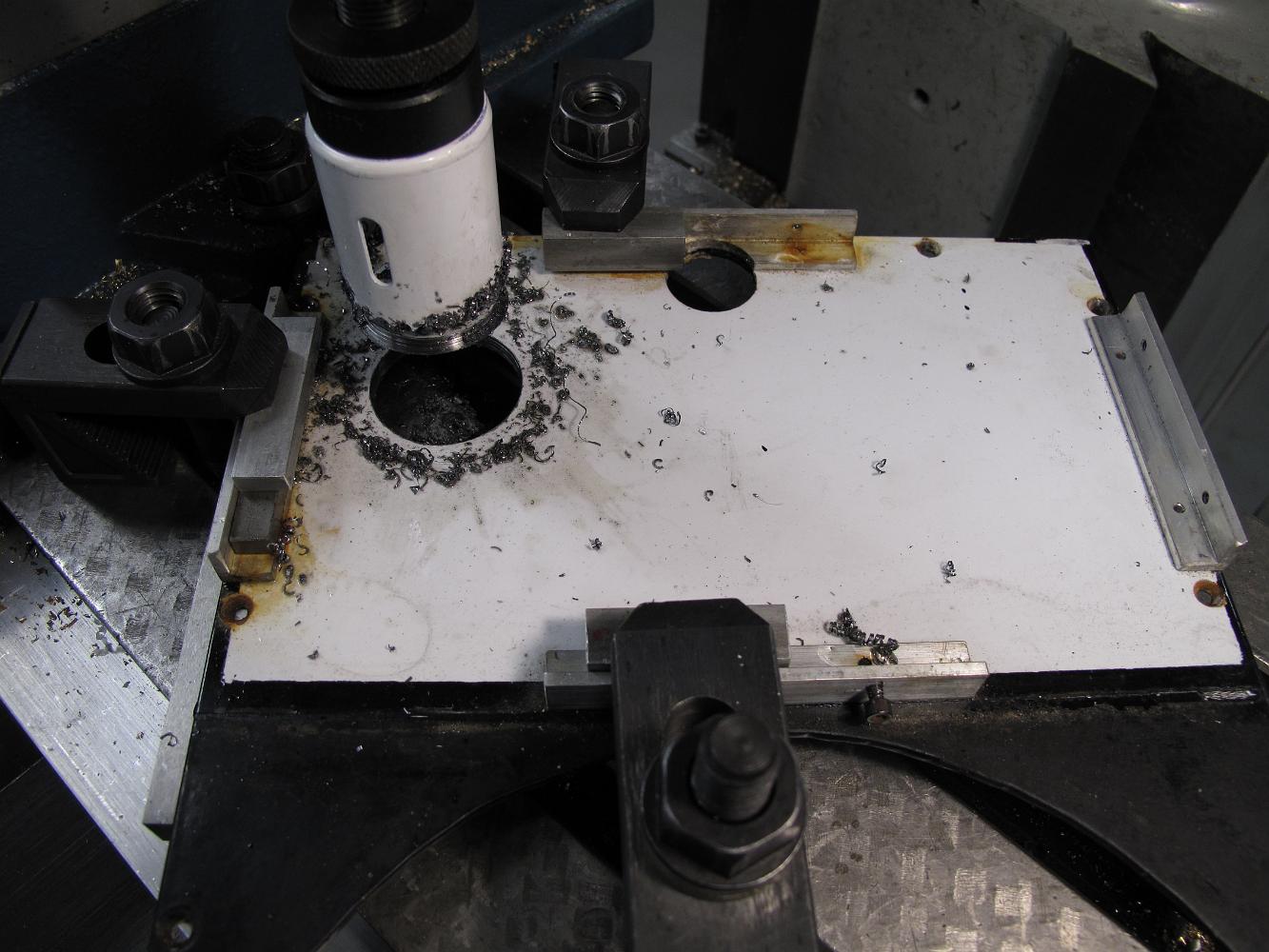
Modifications to the Crab: cutting a hole in the cab floor for the water tank 1/4 NPT drain valve with a hole saw.
{kind=link}
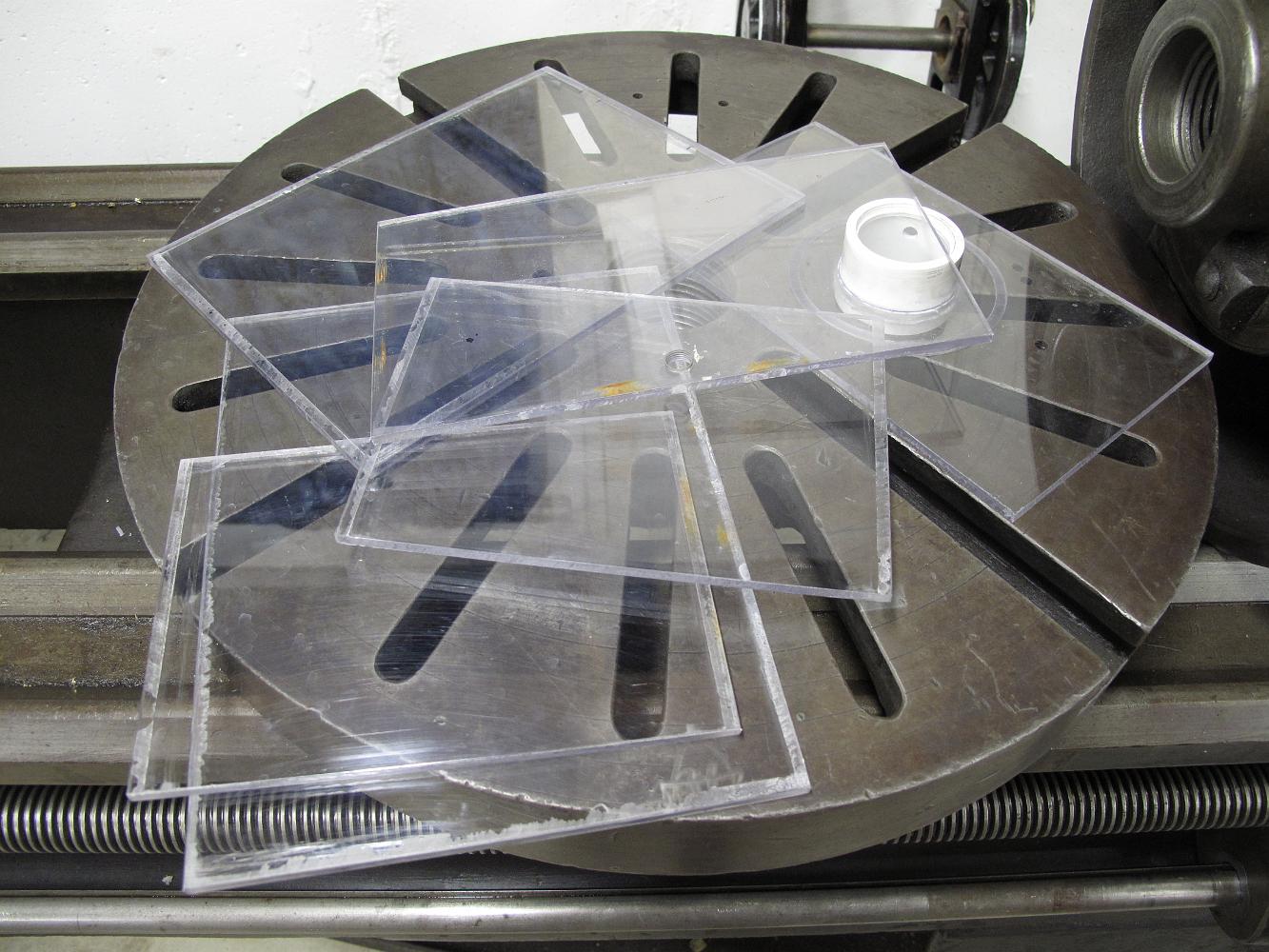
9-Sept-09 While Bill was working on the new water pump eccentric strap, I took another shot at the leaky water tank. Thinking I might make it out of PVC sheet…
{kind=link}
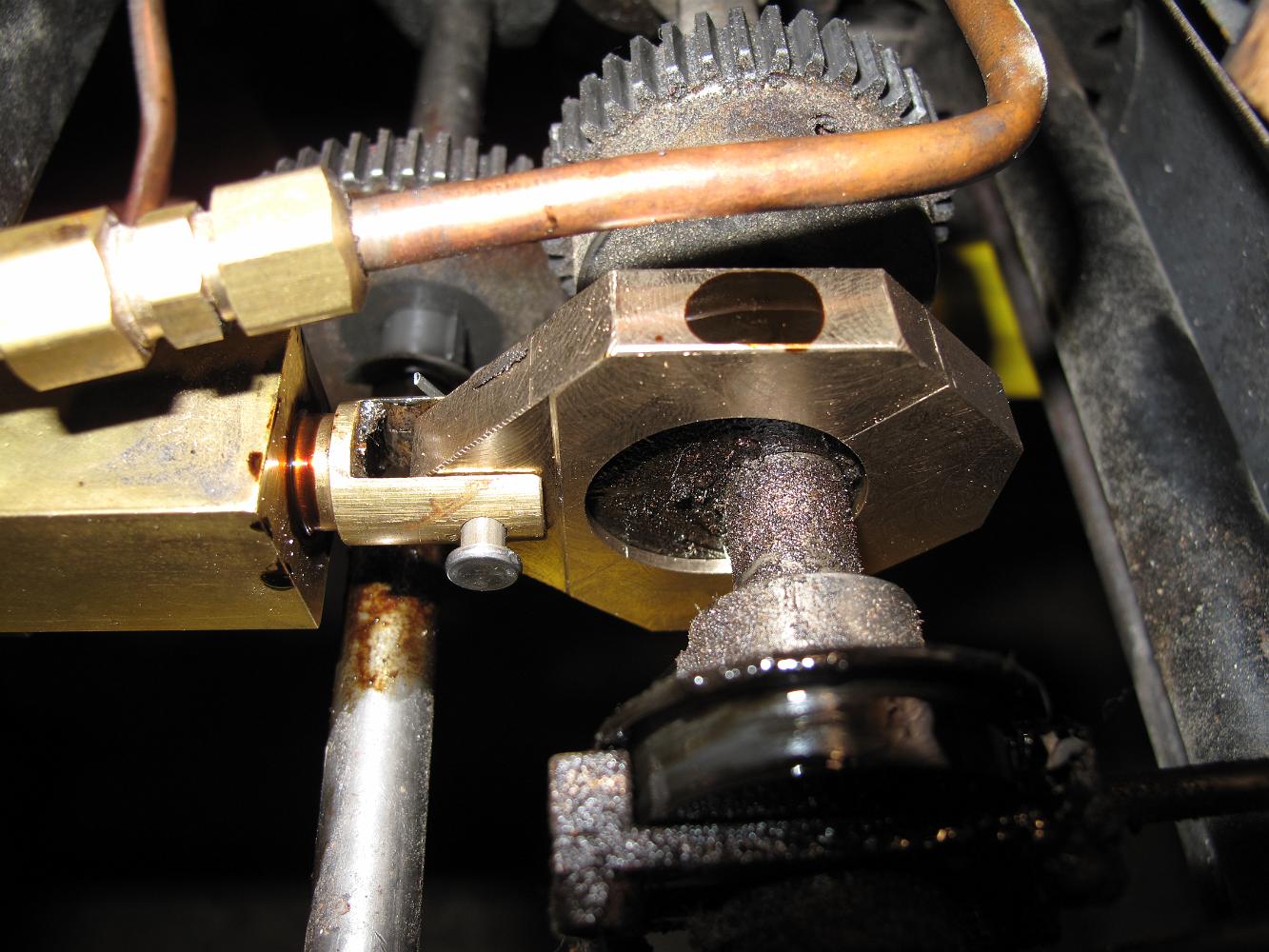
The new assembled water pump eccentric strap. The dark smudge on the top of the strap is steam oil covering the oil hole. With just a little time on the track…
{kind=link}
Backside view of the finished strap. We cut the rest of the corners on the strap to give some more clearance.
{kind=link}
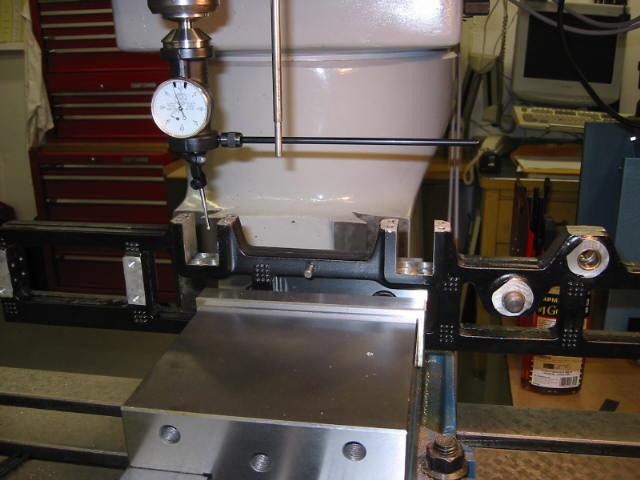
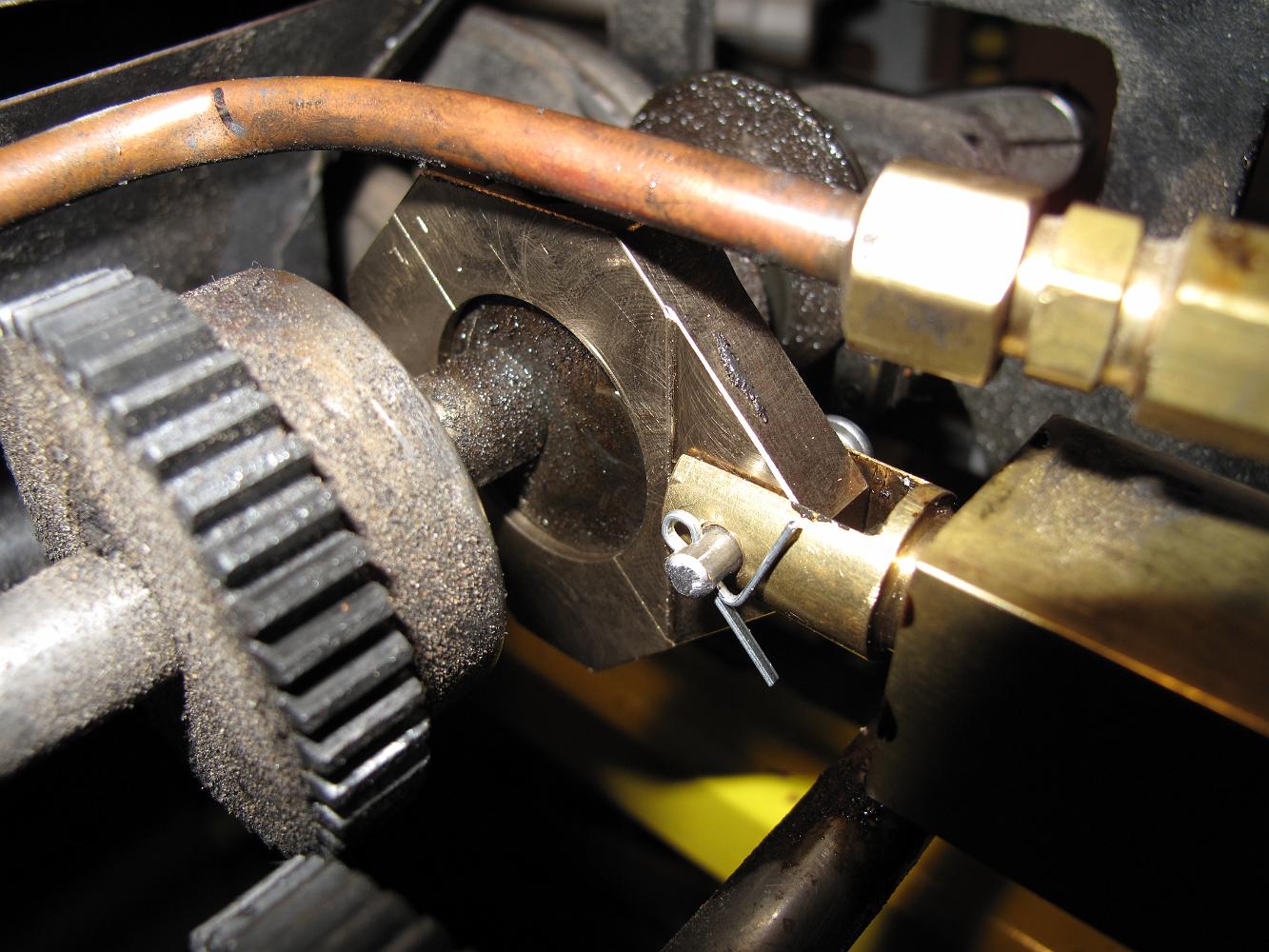
Clamping set up #2 - successful! After finding the center of the strap, we move over, drill the ram mounting hole and machine the strap end down to the proper…
{kind=link}
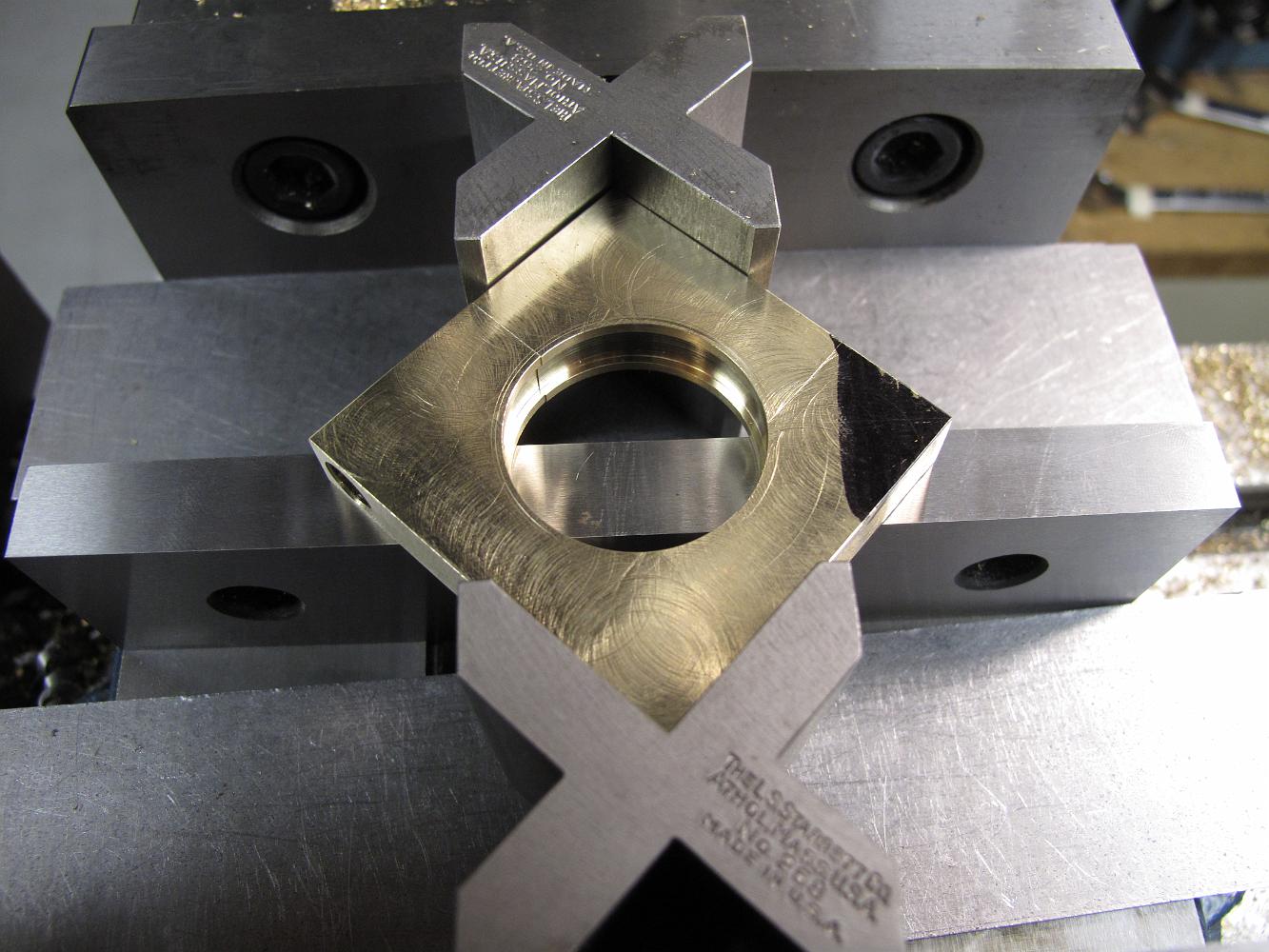
Clamping setup #1 to machine the ram mount--a failure. This setup shifted the two halves of the strap, removing our ability to indicate the hole to find the…
{kind=link}
The bored eccentric strap showing the finished groove. This is necessary to keep the strap captive on the eccentric.
{kind=link}
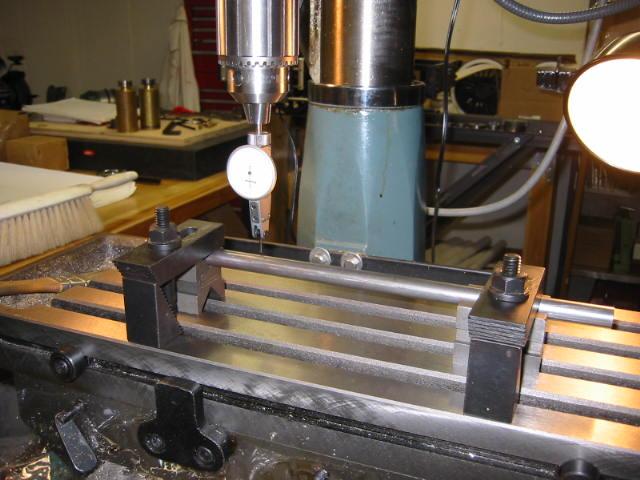
Using a dial-test indicator to insure the side of the cutter is parallel to the ways, insuring the groove is cut to the proper depth.
{kind=link}
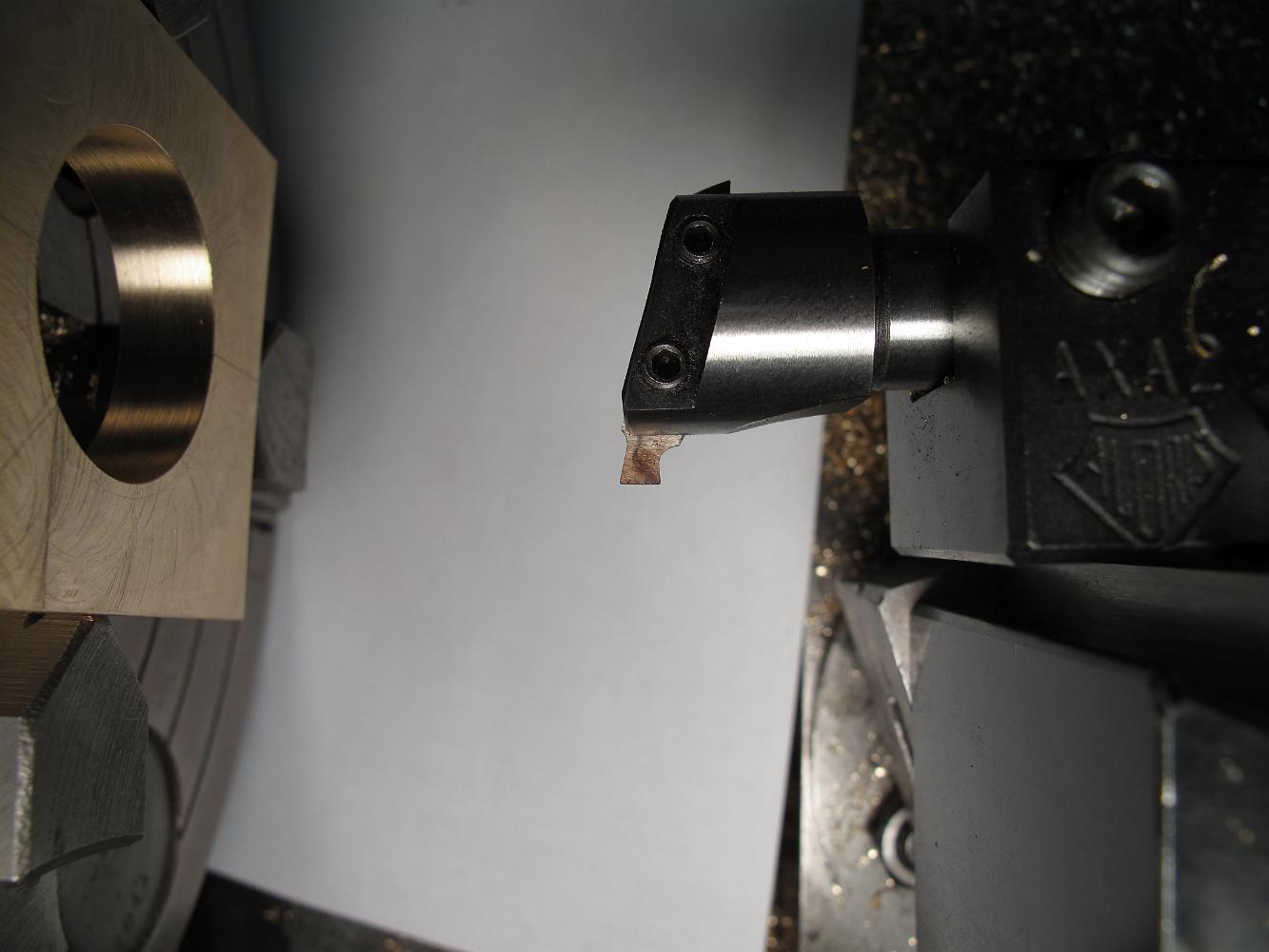
Boring the strap with a special profile tool which will allow us to turn an inside groove. The small HSS toolbit is held in a small boring bar, which is held in…
{kind=link}
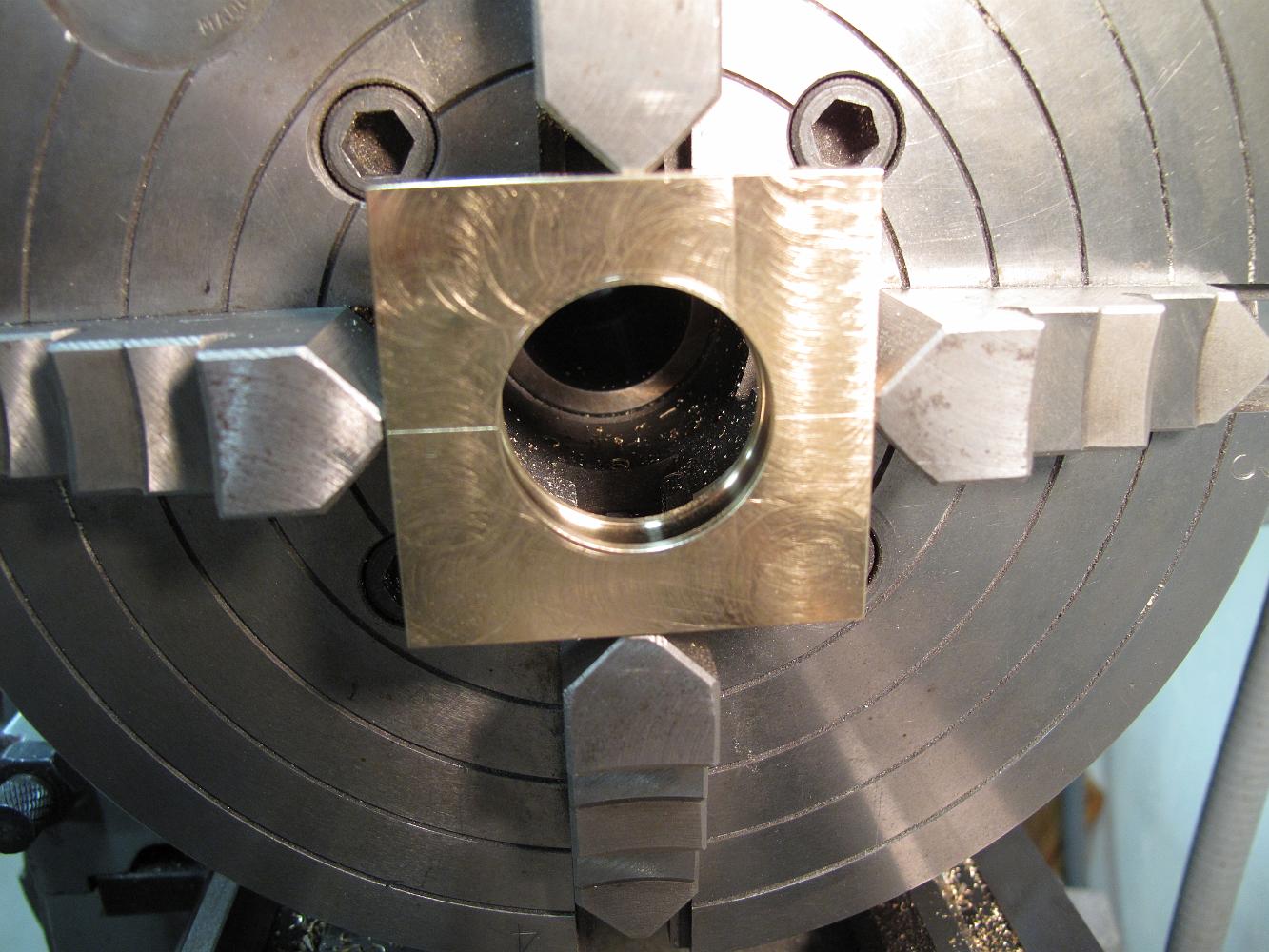
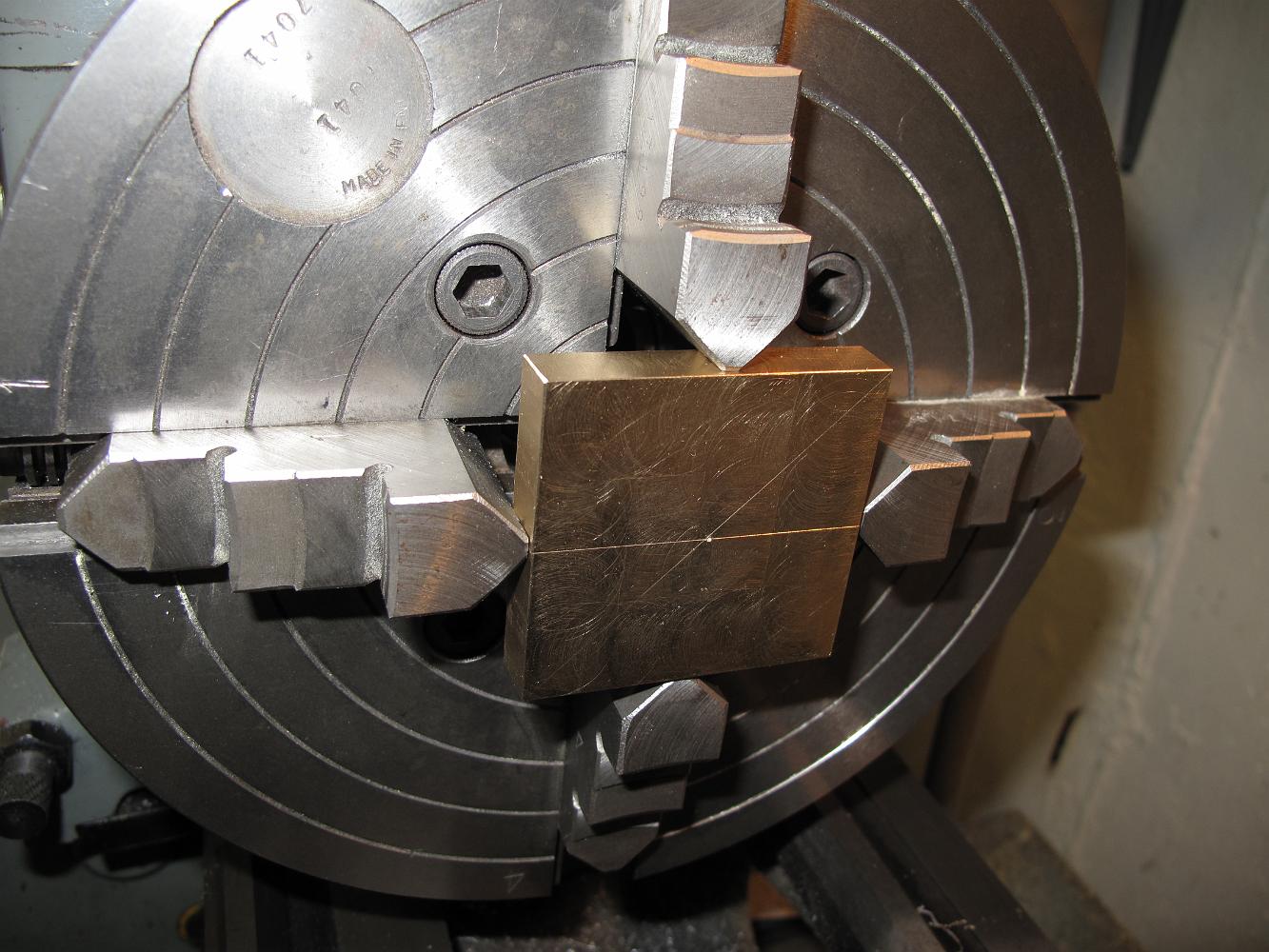
The two halves of the strap, bolted together, are chucked in the 4-jaw and centered for the boring operation.
{kind=link}
{kind=link}
{kind=link}
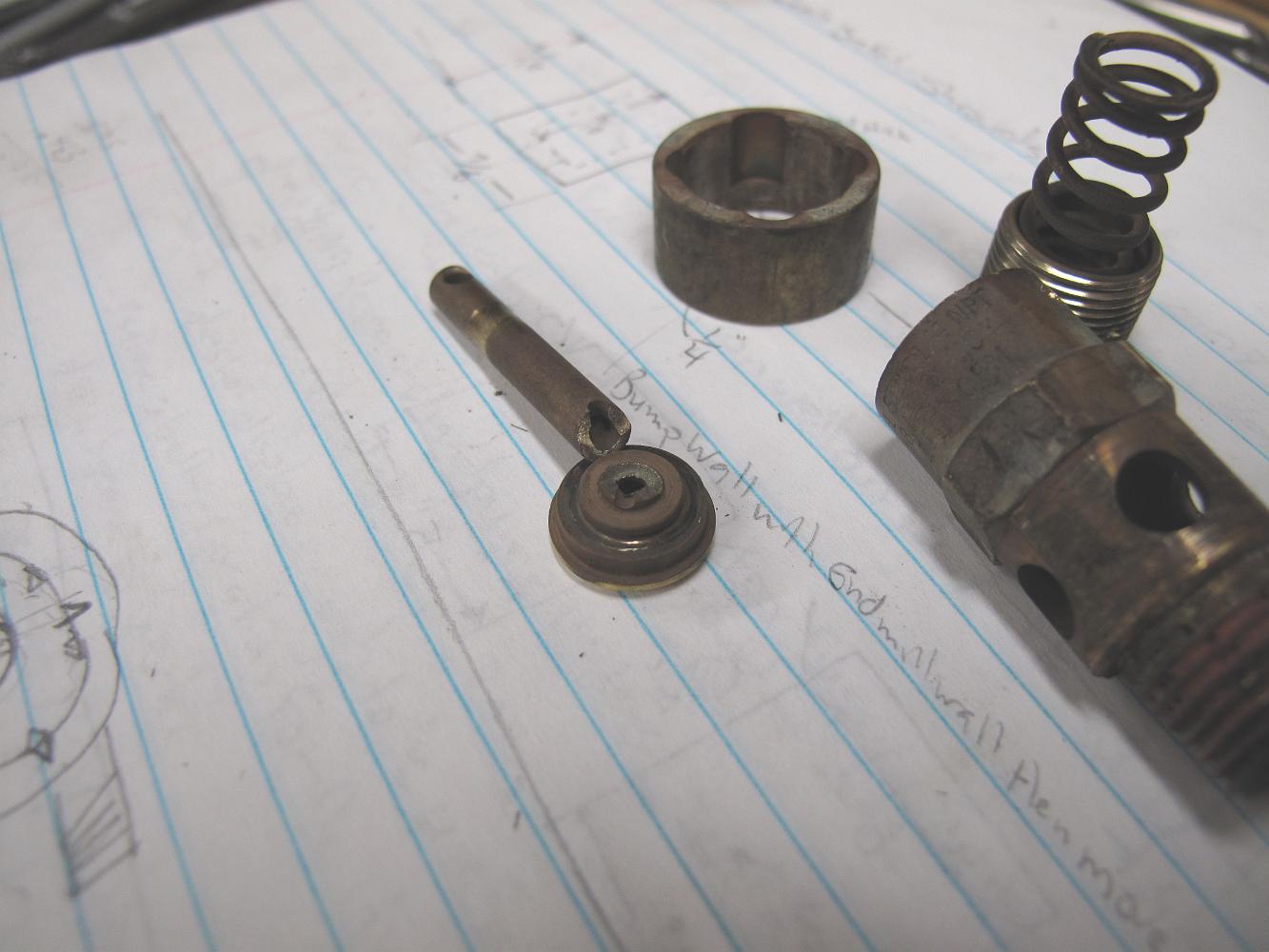
Here's the valve with the shroud pushed off. I just happened to have a steel washer with the same size 11/16" hex flat on it to help me remove the shroud.
{kind=link}
8-May-10 While at J. Schmidt's house Saturday for an invitational steamup, the valve seat guide rod broke off. Much to the entertainment of Bill and Tim, the…
{kind=link}
{kind=link}
{kind=link}
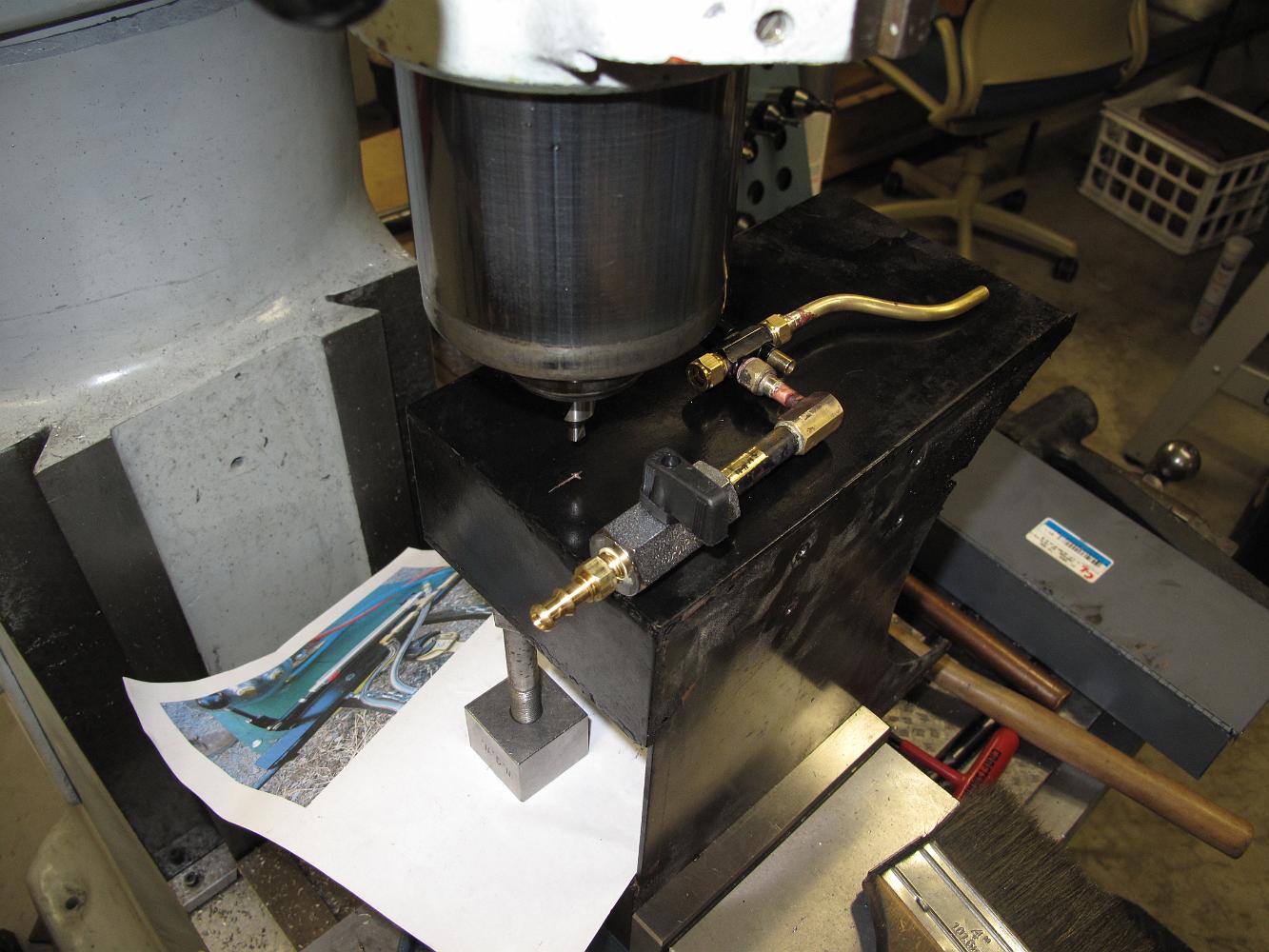
2010-08-25 - Taking a page from Greg Glos at Mid-South Live Steamers, I pick up a stainless steel air cylinder to use as a hand pump.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
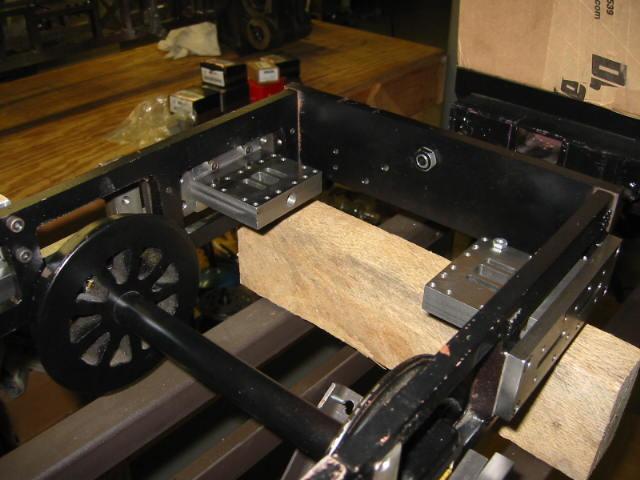
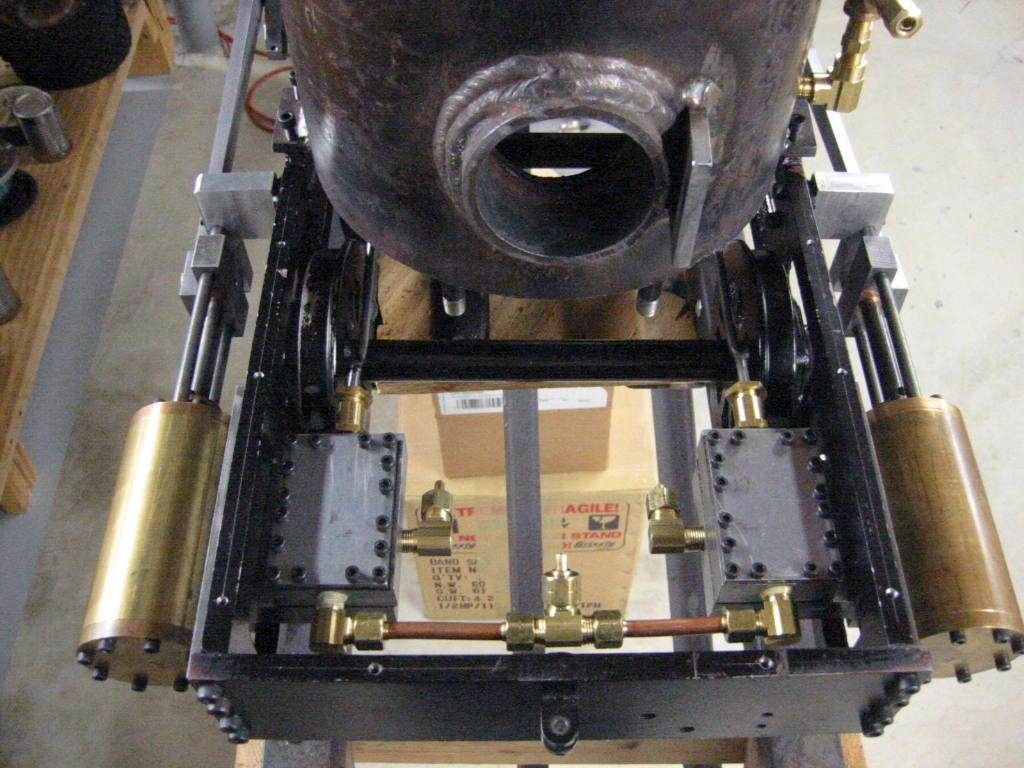
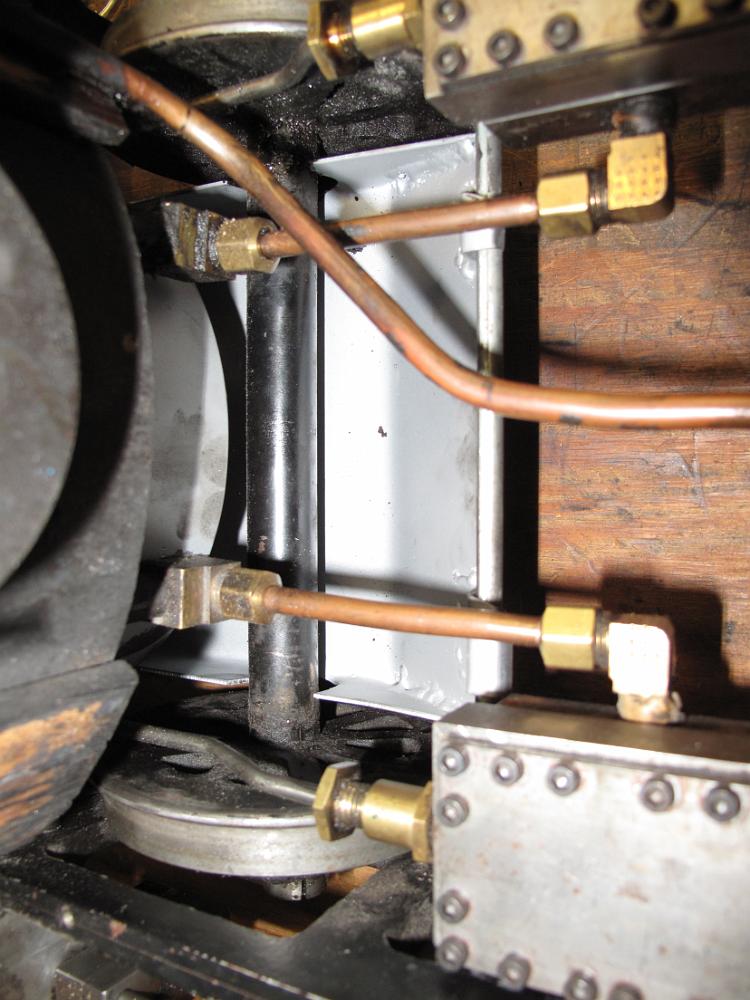
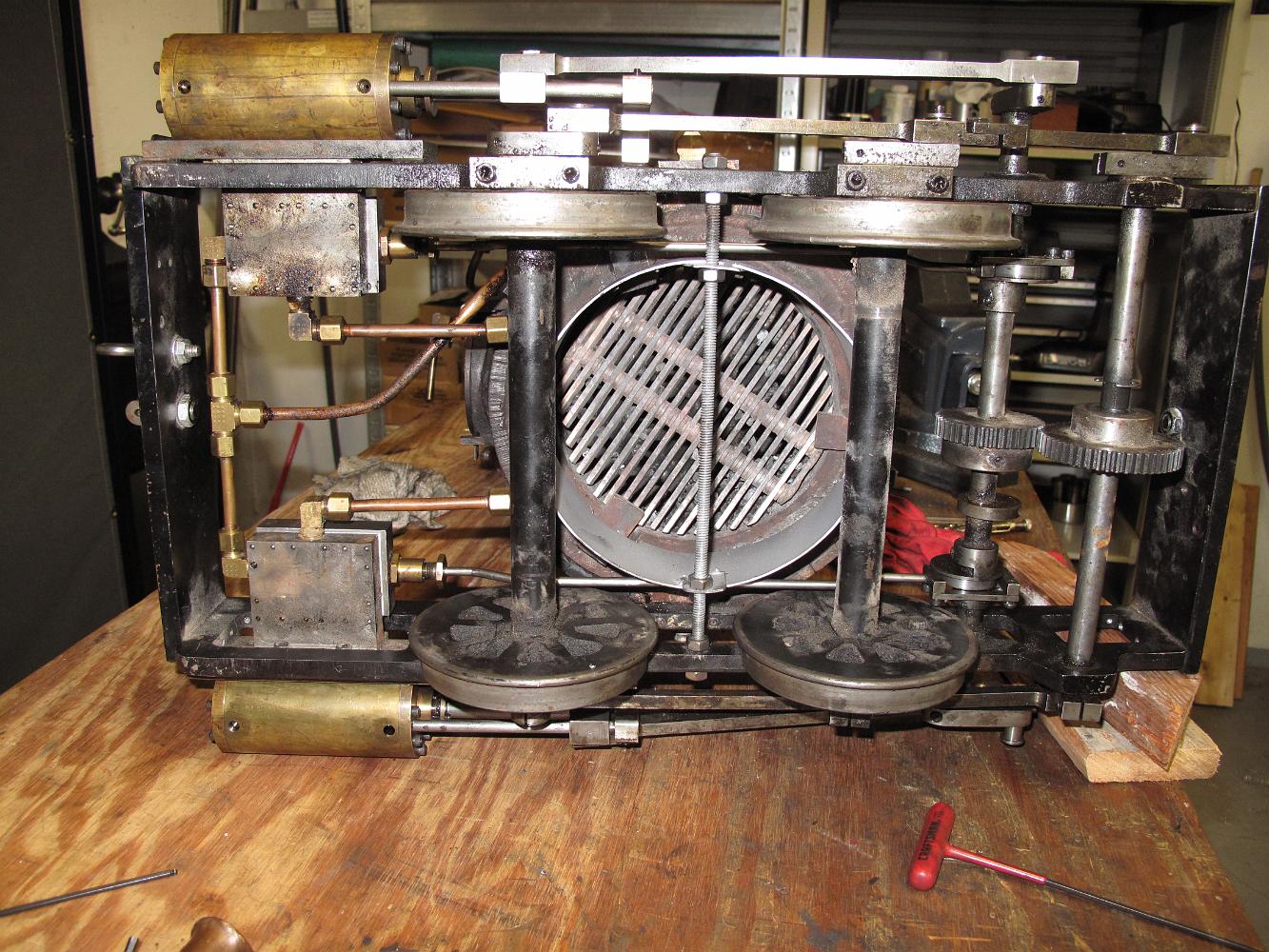
2010-09-15 - Worm's eye view of the locomotive before teardown and modifications to the ashpan and water delivery systems.
{kind=link}
{kind=link}
16-Oct-2011 Trainset in a truck! Newly painted red water tank, new gondola and newly plumbed Crab ready for some fun at the SLLS fall meet.
{kind=link}
2015 The new seat / coal bunker. Lift the seat to fill, scoop from the front. I designed it, Dad constructed it, I finished the metal bunker. Could use a coat…
{kind=link}
6-May-2011 Mid-South Live Steamers, TN. The full trainset: The Crab, Engineers car with new coal-bunker seat, and two-passenger NYC gondola.
{kind=link}
{kind=link}
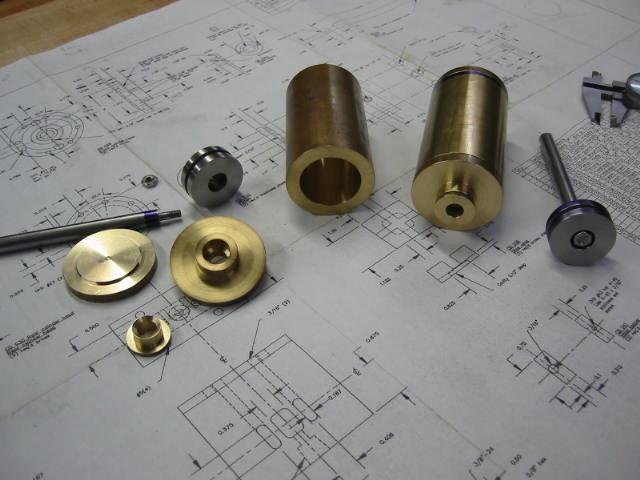
I started working on the water pump assembly. Shown is the pump ram made from brass, and follower roller in steel. Waiting with layout blue ends is the pump…
{kind=link}
September and October 2002 were all about lathe work, brass and stainless steel. Here are the cylinder assemblies, two each. The stainless steel work was on the…
{kind=link}
27-Oct-2002. Alternative layout for the water tank. The plans call for a square, windowed box to simulate a modern cab, which doesn't look right to me at all.…
{kind=link}
27-Oct-2002. I started prototyping the coal bunkers and water tank for the locomotive. I'm not happy with what the plans call for, so I will probably do…
{kind=link}
Machining the Yokes out of aluminum. Aluminum is fun to cut compared to steel! It is easy to machine and more forgiving if you are using a not quite sharp…
{kind=link}
Friday night, 28-Nov-08. Final test on air before taking it out tomorrow and putting it under steam. (.avi movie)
{kind=link}
{kind=link}